1.概述
工業刀片是各類剪切機不可缺少的主要工作部件和磨損件,其毛坯由低碳鋼刀身(原用切削加工成形)和工具鋼刀頭兩部分熱鍛合而成。 過去由于燃油爐高溫加熱過程材料表面氧化嚴重,易引起刀頭與刀體間鍛合不良。后改用MAG焊接方法預先將主、副刀體和刀頭材料沿結合縫焊合,形成氣密連接后再進行熱鍛,是一種學習國外的優質低耗先進工藝方法。其中比較關鍵的一部分是焊接設備和焊接工藝的選擇。
2.焊接方法和工藝
新工藝刀坯采用全組合式拼裝,主、副刀體(低碳鋼)和刀頭(工具鋼)呈倒“品”字型拼合,在其外表面形成3條縱焊縫(分布于上、左、右3面),兩橫端面各有T形短焊縫,見圖1(刀體采用兩塊低碳鋼板拼制可以節約大量鋼材和加工工時)。毛坯長度大約1~1.5m,寬度0.2 ~0.3m,總厚度約50~60mm。
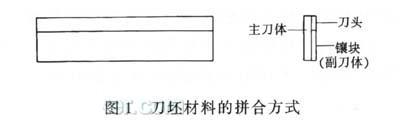
焊接要求將分布在5個表面上的7條拼縫沿外表面焊合(而不要求將內結合面焊合),是為了完成預連接并形成對于內部T形結合面的氣密,防止由高溫氧化引起熱鍛合不良。因此,各條焊縫必須相互連續,不能出現接頭裂縫或不熔合。
用戶設計先用半自動MAG方法手工完成橫斷面4條短焊縫的焊接,焊接工作量大的3條縱焊縫則采用3頭自動MAG專用焊機一次焊成,后者是本文主要描述的問題。
焊接接頭不開坡口(主刀體往往帶圓角),單道焊縫,不擺動焊槍。選用固定式龍門架安裝3套槍架及送絲機構、焊絲盤,配合輥道式傳送臺架和上、下工件裝置,形成專用焊接工位。傳動電動機采用調速控制,要求焊接線速度在0.3~0.8m/min范圍可調且穩定。
選用φ1.2mm的鍍銅實心低碳鋼焊絲以獲取較大熔深。規范選擇主要考慮以獲取較大的熔深和適當截面的金屬堆積為目標。根據《焊接手冊》,可考慮的焊接電流范圍是220~250 A,因此選用額定電流350~400A的MAG焊機是合適的。保護氣體用CO2或混合氣(Ar+CO2) ,由試焊決定。
3.MAG自動焊專機
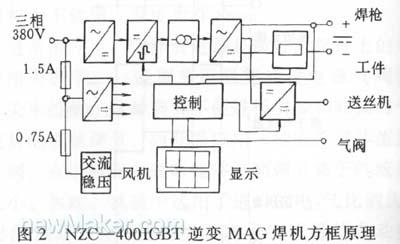
(1)焊機選用 要求配合MAG自動焊的焊機,要引弧快速可靠,收弧自動除小球,輸出電壓穩定,送絲穩定,可靠性好,能連續工作,控制重復性好和焊接飛濺小。在現有的抽頭式、晶閘管、IGBT逆變式三類焊機中,只有后者最能全面滿足上述要求。
結合系統需求和本單位研發制造能力,我們選擇NZC—400IGBT分體式MAG/CO2焊機作為專用配套焊機(見圖2)。該機具有多折線形平外特性、獨特的電子電抗器和慢送絲引弧、衰減式除小球收弧控制功能,具有極佳的動特性,特別適合在噴射過渡狀態下運用。另外,采用場效應管高頻斬波式電動機驅動線路,對送絲電動機提供較硬的特性和快速響應能力,使得送絲平穩有力。IGBT逆變器主回路采用經過大批量生產考驗的設計與用料方案,能夠長時間連續運行,可靠性很好。
(2)焊槍和焊接機構 由氣冷式MAG焊槍和三軸自由度槍架、送絲機構、25kg標準絲盤及托架組成MAG焊機頭。三套機頭按照左、右、上三條焊縫位置相應地固定在龍門式機架上,分別通過電纜、控制電纜、氣管連接各自對應的NZC—400IGBT焊機。焊絲干伸長、行走角、工作角、對準焊縫等均可以靈活調整,采用手工一次調整方式。三頭MAG自動焊專機如圖3所示。

(3)傳動和控制機構 待焊工件隨水平傳動輥道做等速縱向移動,經過MAG焊接機架時進行焊接,再進入待檢工位。如有不合格焊縫,需經人工半自動MAG補焊,返修至合格。傳動采用3相異步感應電動機,配用變頻器進行調速,可正向/反向傳動。
采用一套PLC控制系統對3臺NZC—400IGBT焊機和傳動機構的動作進行聯合控制。控制方式有配合位置傳感器的全自動連 續方式和手控-半自動工作方式,后者供設備調試或小批量生產時用。#p#分頁標題#e#
控制系統能夠集群控制,也能各別控制焊機的動作,以進行焊接或測試,能夠識別焊機動作故障;但受投資限制,不能提供明了的人-機對話。焊接電弧電壓、焊接電流(送絲速度)可分別由各臺NZC—400IGBT逆變焊機設置和調節。
4.焊接工藝試驗
(1)3個焊接位置中,有一個平焊位置、兩個橫焊位置,采用的規范參數按后者統一。按照焊縫熔合好、飛濺小(對連續自動焊接有利)這兩個最基本的目標,對焊接電流、電弧電壓、焊接線速度、分段焊接方法、活性氣體成分等多種因素進行了大量對比試驗,最后獲得了較合適的焊接工藝參數和滿意的焊接質量。其中值得一提的有防止焊縫開裂和減低焊接飛濺量兩 項。
(2)由于縱向焊縫較長,輸入總熱量較大,工件受熱不均勻導致剪切變形,殘留應力較大。通常的解決方法有降低焊接熱輸入、工件預熱、分段焊接等幾種。技術經濟分析和試驗表明,還是以分段焊接較好,能夠消除焊縫開裂現象。
(3)所選焊接規范屬于臨界范圍,在CO2氣氛中易發生非軸向混合過渡,飛濺多且顆粒較大,容易引起噴嘴堵塞,且焊縫外觀較差。為此,我們將氣體由CO2改成富氬混合氣(含85%Ar,CO2余量)后,熔滴過渡趨向噴射過渡型,飛濺量明顯降低,焊槍噴嘴被堵塞的機率大大下降,焊縫成形情況較好。
5.結語
本套設備交付用戶使用已近5年,滿足了刀坯新工藝生產線連續生產的需求,取得了良好的效果。經長期使用考驗,除了在電動機長時間受阻(由于導電嘴堵絲引起)的超載狀態下送絲機驅動單元偶有故障(已作改進)外,3臺IGBT逆變NZC—400焊機總體表現上佳,系統運行良好。
生產實踐證明,該型焊機和3頭MAG自動焊專機確實達到了設計和使用要求。
相關文章
- 2021-07-24AutoCAD 機械制圖方法與實例 [王勻,陸廣華,許楨英 主編]
- 2016-02-19AutoCAD2005建筑制圖:別墅整套圖紙繪制方法與技巧
- 2016-01-27CAD字體大全1468種下載及安裝方法
- 2014-08-18某工廠廠房拓展區控制性詳細規劃圖
- 2014-08-05疾病控制中心建筑施工圖下載
- 2014-07-23工業廠房門式架布置圖CAD施工圖下載
- 2014-02-19液壓半自動多頭鉆床裝配圖CAD圖紙免費下載
- 2013-07-24酒店房間詳細立面、平面圖(有詳細的強弱電圖帶床頭柜面
- 2013-06-12噴淋泵一備一用控制原理圖
- 2013-06-12非標銑頭機床傳動裝置裝配圖