這個教程較大用點耐心哦!
我們在拆電極前首先要考慮電極的方向性問題,所以事前必做的步驟是選一大平面為Z軸的基準面,寫上DATUM英文,另倒一斜角作X Y軸的方向角,如下圖所示:

圖1
我們在拆電極前首先要解公司用料情況,盡量做到物盡其材,進口銅較一般標準單邊減1mm至1.5mm已足夠,國產鍛打銅做得較不標準建議單邊減2mm較妥, 還有最重要的較表位,如公司條件較好的話XY軸較表位預設單邊8mm左右,最少不能低于5mm,方便較表通過,如下圖所示:

圖2
電極的基座相當重要,很多拆組合電極的同袍應該遇到利用線切割清除刀具不能加工的地方(下右上圖屬典型須用線切割清角的電極),這時須要用基座進行分中碰數,還有利用線割銅絲(慢走絲EDW)和基座調節電極的垂直度,這時基座重要性離就突現出來了!以三角形(勾股定理)為例:如股和弦的夾角(tan)設一小小角度,將弦越拉長,勾的長度亦跟隨變化大家可以隨便擺個工件在機床做個試驗,用較表移動2mm可看到表針移動很少,移到50mm時表針變化很大,證明角度和長度關系重要吧,從這一實驗可以證明電極的基座多么重要!基座越厚調節電極的垂直度越準,建議設置15mm以上,當然有些山寨廠要省銅料的話我無話可說,如下圖所示:
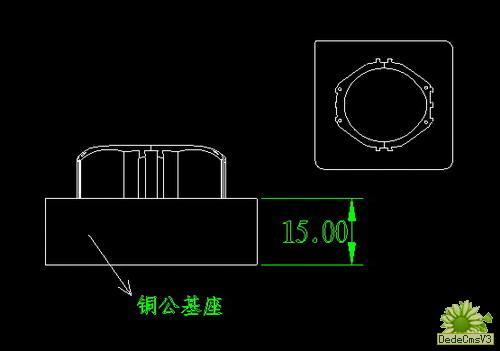
圖3
EDM沖水位高度的預設也要注意,在工件最高處加5mm以上較妥,這樣方便火花機加工時沖走殘渣,大家不要小看這環,EDM放電加工時會產生殘渣,如果不能及時沖走碳粉的話會,EDM的二次放電會損傷電極,更致命的是積碳造成工件損壞!!!特別是加工深骨位(加強筋之類),由于積碳造成大肚倒扣,注塑時會出現粘模現象,本人就有切膚之痛(由于偶做模由底層學徒做起),當然前模影響就更不用說了,相信做過模具的同袍應有深刻的體會!!!所以沖水位也不能勿視,如下圖所示:
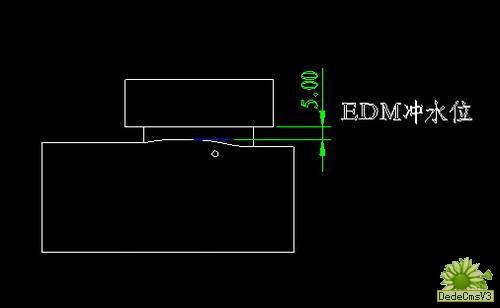
圖4
拆電極X.Y.Z三軸偏移尺寸有兩種方法,一種方法是以電極邊沿最大點均勻放大,結果是出現小數點,第二種方法三軸預設整數不考慮電極邊沿均勻放大問題,好處是EDM加工時不會因有小數點移錯尺寸,減少出錯機會所以推薦第二種方法,如下圖所示:
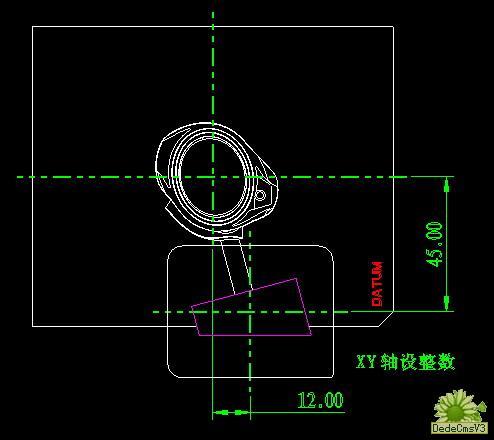
圖5
這是電極Z軸預設示意圖:
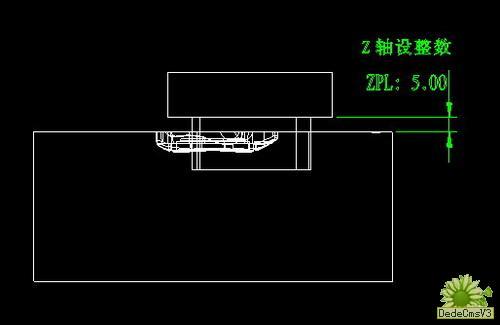
圖6
電極方向性很重要本人開篇已提過,方向性示意有兩種方法:第一種四角中其它三處倒圓角對應基準角(DATUM)倒斜角,這種方法缺點不分辨精、粗加工電極!!!如下圖紅色圓圈所示:
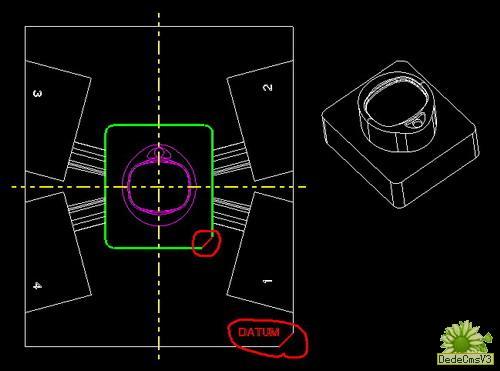
圖7
電極方向性第二種方法:這方案極容易分辨精、粗加工電極!!!模房師父和EDM操作員一眼就能分辨,方法是四角都倒圓角(其它三處建議倒R3以上)對應基準角(DATUM)倒較小R,只要不刮手就行了(建議R0.5MM),這樣很清楚明了,如下圖紅色圓圈所示: #p#分頁標題#e#
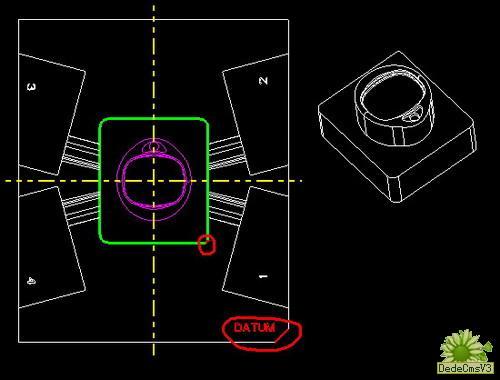
圖8
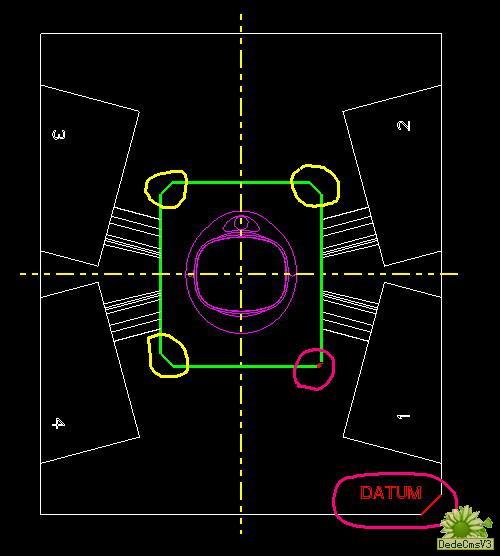
這是第二種方法的粗加工電極表示方法,做法是四角中其它三處倒斜角對應基準角(DATUM)倒圓角(建議R0.5MM),大家一看覺得有點重復了吧?沒錯,其實這份工作CNC編程員來完成,他們只要改刀路外形線就完成了,本人在Mastercam版塊下:[原創]各位CNC的兄弟姐妹,想學電極(銅公)工程圖的看過來!!!有提及,有部分人嗤之以鼻認為沒必要,這是很自我的做法,方便別人等于方便自已,模房師父和EDM操作員一眼就能分辨,不用卡尺測量分辨粗幼公多方便?! 我們干活要注重團體配合,改刀路是舉手之勞習慣成自然啊,大家上下兩樓對比分析一下是不是清晰明了啊?!如下圖所示:#p#分頁標題#e#
拆電極要非常注意撥模斜度問題,注塑時出現粘模現象,往往就是不注意撥模斜度的后果,現在的3D設計工程師畫的產品90%都不注意撥模斜度問題,每次分模前要我們都要花費大量時間修改撥模斜度,有時修改撥模斜度時間比分模還長,這也是現代工程師不太了解做模工序,又不善于和不同作業分工的師父溝通吸取經驗不肯屈駕就尊哦,我所接觸的歐、美、日本3D產品較注意這問題,特別是日本模具只要骨位(加強筋之類)高度超過0.5mm都要求做撥模斜度,可見撥模斜度是多么重要,注塑時出現粘模現象跟撥模斜度有著直接關系(當然還和真空排氣也有關聯),大家千萬要注意!!!!!!!!
修改骨位(加強筋)撥模斜度的厚度設計跟產品的縮水現象有很大關系:
關于骨位(加強筋)計算方法,以塑膠原料ABS為例: 加強筋為產品厚度的2/3或不超過70%,以產品2.5mm厚方為例:加強筋的拔模斜度最厚地方不得大于1.7mm否則會出現縮水現象!
關于撥模角度的計算方法: (勾股定理和反函數)
以產品2.5mm厚方為例:加強筋的拔模斜度最厚地方不得大于1.7mm,頂端最薄處改成1.3mm,相減得出0.4mm再除二等于0.2mm就是勾長,加強筋股的高度為15mm,求夾角正切(Tan), 0.2mm除以15mm的得數再反函數Tan,就可求出撥模角度了
其實我們做任何產品設計首要條件是要考慮修改可行性,任何時要做到有所保留有得救,記住做模訣竅:"加膠容易減膠難"!!!希重大家在設計時要特別注意這問題!!! 改撥模斜度也一樣哦,如下圖所示:
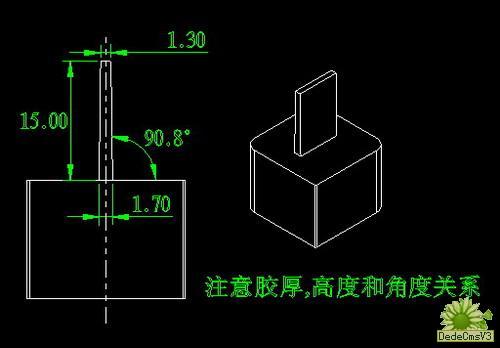
圖1
拆電極要非常注意延伸問題,不延伸EDM加工后的模具,注塑出來的產品外觀及夾口都有一定影響,現在很多產品直接用火花紋做外觀哦! 本人遇到很多來我廠見工拆電極時都不注意這種問題,這可不是合格模具工作者所為哦,如下圖所示紅色部分是典型以延伸的地方!
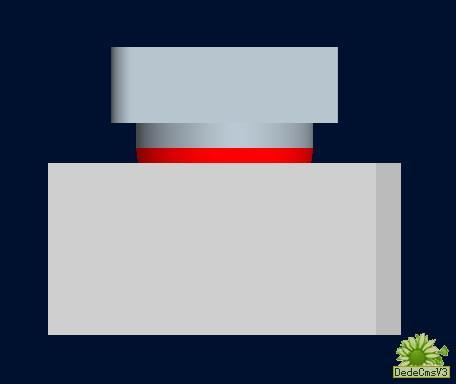
圖2
像這樣紅色圓圈所示的地方須延伸!!!
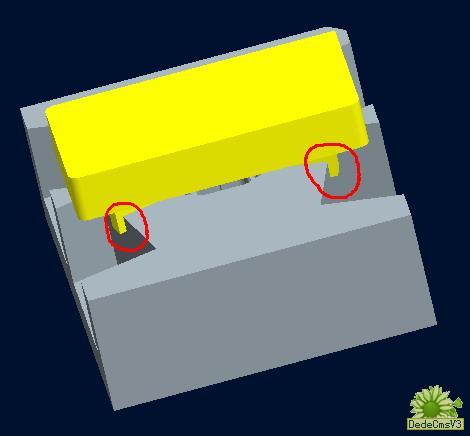
圖3
和上圖類同!!!

圖4
大家都知道EDM加工要預留火花位,以精加工單邊0.07mm火花位為例,駁口處兩個電極須延伸交差才能達到完美效果(當然有些模具由于產品劇情須要,有些地方不能延伸,精加工電極局部地方不放火花位就OK了),大家記住這個口訣:"拆電極時能延伸的地方盡量延伸!!!",就好像我們分模時做型面要延伸一樣,千方要注意,現在好多打著清華、北大,鐵道出版的所謂模具設計書,分模教程看了叫人冷漢直冒,幾乎就將產品邊沿不做延伸直接延長出來就算OK了,這是做模的大忌哦,不知那些是不是真的專家教授學者,很多東西有姿勢沒實際,有的簡直是在誤導人家!!!建議那些專家教授學者多到基層取經! #p#分頁標題#e#
所以再次強調:拆電極時能延伸的地方盡量延伸!!!如下圖紅色圓圈所示:
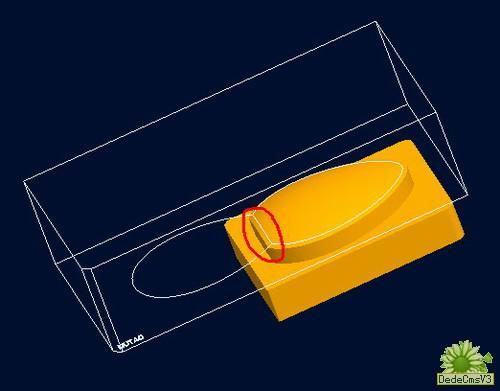
圖5
下圖紅色圓圈所示是拆電極時必須兩電極須延伸交差的效果圖:
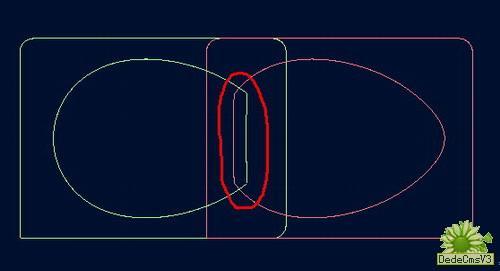
圖6
下圖紅色圓圈所示是拆電極時必須兩電極不延伸交差,單邊放0.07mm火花位,EDM加工后的效果圖:
圖7
拆電極時為減少EDM拆卸次數和數量,廠方銅料允許情況下盡量組合在一起(當然要考慮刀具能否加工問題,大家要舉一反三靈活運用哦)
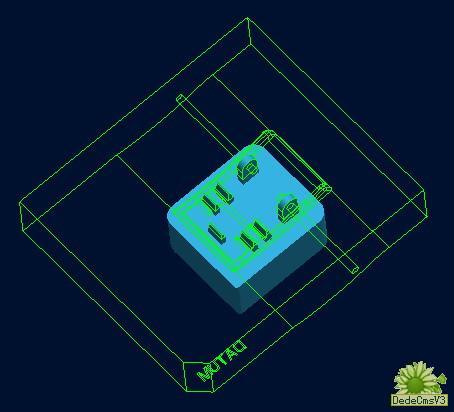
圖8
相關文章
- 2021-07-24AutoCAD 機械制圖方法與實例 [王勻,陸廣華,許楨英 主編]
- 2016-07-27某地某產業園內產品展示廳建筑設計施工圖下載
- 2016-02-19AutoCAD2005建筑制圖:別墅整套圖紙繪制方法與技巧
- 2016-02-05精品中式花格元素CAD圖庫免費下載
- 2016-01-27CAD字體大全1468種下載及安裝方法
- 2015-04-22大家之家古典家具莆田專賣店CAD平面圖+效果圖
- 2014-10-10中式彩畫圖塊清式天花板彩畫下載
- 2014-09-12金康花園住宅規劃CAD總平面圖帶效果圖
- 2014-08-26某實驗室加工車間建筑方案圖下載
- 2014-08-10某農產品庫房工程建筑平面圖下載