引言
成組技術是一種制造哲理,是計算機集成制造的基礎。CAPP是連接CAD和CAM的紐帶,是計算機集成制造的核心。實施成組技術,需要對零件進行分類編碼。開發CAPP系統,首先要解決零件信息輸入問題。本文根據某齒輪工廠的實際情況,開發適用于齒輪零件的分類編碼系統,建立基于特征形面描述的零件信息輸入方法,并將零件編碼與信息輸入有機結合起來,實現在零件信息輸入的同時自動生成零件成組編碼,從而為齒輪零件CAPP系統開發奠定基礎。
1 齒輪零件分類編碼系統
利用零件的相似性將其分類成組,并以零件組為基礎組織生產活動的各個環節,是成組技術的基本內容。為了便于分析零件的相似性,首先需對零件的相似特征進行描述和識別。零件分類編碼系統就是用字符(數字、字母或符號)對零件有關特征進行描述和識別的一套特定的規則和依據。
當今世界上使用的分類編碼系統不下百余種,較著名的有德國的Opitz系統,瑞士的Sulzer系統,荷蘭的Miclass系統,日本的KK系統,我國的JLBM-1系統等。其中JLBM-1系統是我國專家學者在充分借鑒德國Opitz系統和日本KK系統的基礎上,并結合我國實際情況開發的機械零件分類編碼系統,于1985年以機械工業標準形式發表(JB/Z251———85),之后得到廣泛應用。
鑒于某齒輪工廠已部分采用JLBM-1系統的實際情況,首先對JLBM-1系統進行了深入分析。發現齒輪基本分類、結構特征、毛坯特征、材料特征等在JLBM-1系統已得到較好的體現,基本能滿足齒輪零件分組和CAPP系統的需要,不足的是齒輪的齒形特征和輪齒精度特征反映不充分,而這兩個特征對于齒輪零件的工藝過程設計至關重要。
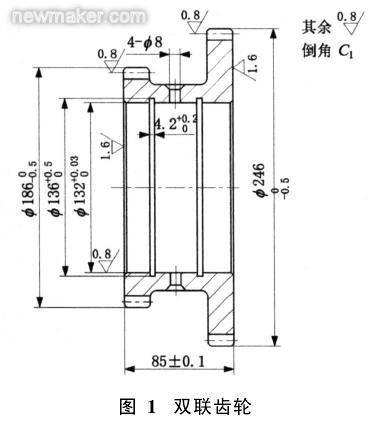
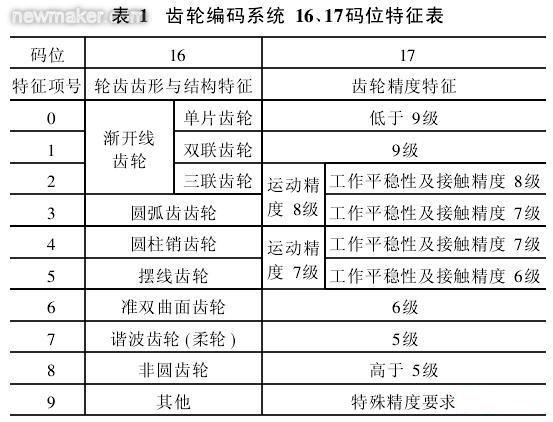
為此,本文設計的齒輪零件分類編碼系統維持原有JLBM-1系統不變,僅在原有系統15位碼的基礎上,增加兩位與齒輪加工工藝密切相關的碼位:一位表示齒輪輪齒的結構特征,另一位表示齒輪特有的精度要求。增加的兩個碼位各項含義如表1所示。如圖1所示雙聯齒輪(圖中僅給出了與編碼有關的部分尺寸)編碼為: 30202150246573516。各位編碼分別表示:齒輪類,圓柱外齒輪,外圓雙向臺階,外圓無要素,光滑通孔,內孔有環槽,外圓齒形,內圓無平面(曲面)加工,徑向均布孔,合金鋼,鍛件毛坯,高頻淬火,直徑>160~440mm,長度>50~120mm,內孔高精度,漸開線雙聯齒輪,齒輪精度6級。
2 齒輪零件信息輸入
零件信息輸入是CAPP的第一步,也是CAPP不可缺少的一步。目前實際使用的CAPP系統,其零件信息輸入方式主要有三種:
2. 1 成組編碼法
成組編碼法以零件的成組編碼作為零件輸入信息。目前的成組編碼雖然可以較充分地反映零件在結構、材料和工藝三個方面的總體特征,但通常不能詳盡地描述零件的每一個加工面特征,即輸入信息較粗糙,也不完整。因此成組編碼法一般多用于只需制定簡單工藝路線的場合。
2. 2 特征形面描述法
特征形面描述法的基本思路是:①任何一個零件加工表面均可分為基本形面(又稱主形面)和輔助形面。基本形面是影響零件主體形狀和尺寸的形面(如平面、圓柱面、圓錐面等),輔助形面是附著于基本形面之上的對基本形面起局部修飾作用的形面(如外圓柱面上的環槽、徑向孔等)。②各形面的組合有一定規律可循。如回轉體零件可以按形面在零件上的位置順序加以描述,計算機可根據輸入的形面數據構成完整的零件模型;③每個形面均可用一組特征參數來進行詳盡描述;④各種形面均與一定的加工方法相對應。由于特征形面描述法可完整地描述零件的幾何、工藝信息,因而能很好滿足CAPP系統對零件信息的需要。
2. 3 從CAD系統直接獲取零件信息
上述三種方法中第三種方法是CAPP系統零件信息輸入最理想的方法。但由于該齒輪工廠生產多為對外加工,通常無法獲取零件原始CAD信息。因此,從工廠實際情況出發,確定采用特征形面描述法輸入齒輪零件信息。
當進入本系統的零件數據輸入模塊后,系統采用多級菜單輸入的方式,引導操作者輸入零件的表頭信息及該零件的各個成形表面的特征參數,如圖2所示。其中主形面序號規定從01 ~99,若輸入00,則表示主形面已輸入完畢,程序轉入后續數據處理模塊。
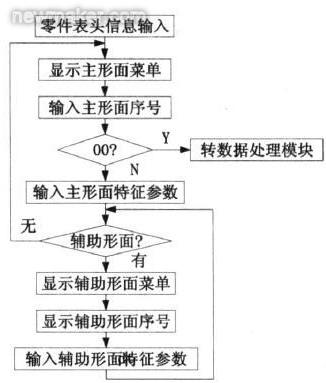
圖2 齒輪零件信息輸入程序框圖
(1)表頭信息的輸入
表頭信息是指零件的總體信息,包括:零件的名稱、圖號、材料、質量、毛坯類型、生產批量、熱處理與表面處理、輸入日期、設計者姓名等。表頭信息采用人機交互方式輸入。
(2)基本形狀要素的輸入
當表頭信息輸入完成以后,就可以開始對零件的幾何信息和工藝信息進行描述。由于零件的基本形狀都是沿著一條公共的回轉軸線順序排列,因此規定其輸入原則為:
1)先描述外部基本形面,后描述內部基本形面。輔助形面從屬于基本形面。
2)外部基本形狀要素描述從右向左依次進行。
3)內部基本形狀要素描述從左向右依次進行。程序初始化,系統總是設定為零件的外部基本要素。工作時系統根據所選定的形面,要求用戶輸入相應的幾何參數和工藝參數。
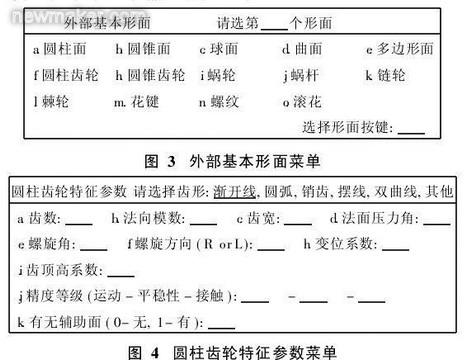
圖3所示為外部基本形面菜單。例如圖1所示齒輪從右向左逐段描述基本形面時,首先遇到246圓柱齒輪,選擇菜單中的“f”,出現圖4所示圓柱齒輪特征參數菜單。菜單中首先出現齒形選擇項,當點擊相應齒形(如圖示選中漸開線齒形)時,即出現相應參數項,便可按菜單提示輸入有關參數。
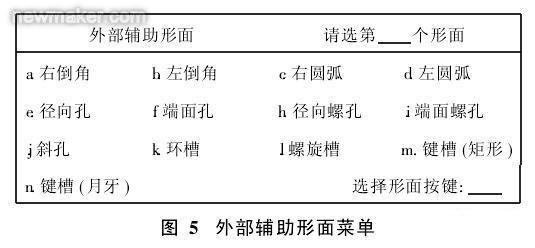
在每段基本形面特征參數輸入完成后,若有輔助形面,則顯示外部輔助形面菜單,如圖5所示。輸入輔助形面序號(輔助形面序號附屬于相應的主形面,在主形面序號后增加數字1~9),選擇相應輔助形面,即出現相應的輔助形面特征參數菜單。輸入相應的特征參數值,即完成輔助形面的輸入。如此循環,可將齒輪零件全部加工面信息依次輸入系統。
3 自動編碼的實現
零件描述完成后,系統對零件的各個形面特征參數進行處理,并將其處理后的參數存儲于形面特征參數矩陣中。矩陣的每一行對應齒輪零件的一個形面(包括主形面和輔助形面),矩陣的第一列為形面序號,由小到大排列,矩陣的第二列為形面代碼,形面代碼用漢語拼音字頭表示,如WYZM表示外圓柱面,NYZM表示內圓錐面等。矩陣的第3~n列為形面特征參數值。對于不同的形面,特征參數的個數、順序、參數值類型不盡相同,但對于特定的形面,其特征參數的個數、順序和參數值類型是確定的。因此可根據形面代碼,查找出相應的特征參數值。
零件形面特征參數矩陣建立以后,即可通過對特征參數矩陣的掃描、參數提取和數據處理,自動形成零件的成組編碼。
根據第1節所述編碼系統,前15位碼含義與JLBM-1相同,第1、2碼位是零件名稱類別描述碼。本系統因針對齒輪零件,故第1碼位被固定設定為3,即齒輪類。第2碼位可根據表頭信息確定。為使表頭信息中的零件名稱與編碼系統中齒輪細分類名稱相一致,在輸入零件名稱時采用菜單選項方式進行。零件編碼的第3位至第17位均為加工要素編碼,其值確定通過編程和對特征參數矩陣元素的處理實現。
例如,要確定第3位碼值,需首先掃描外部基本形面,判斷是否有球面、曲面、正多邊形等外表面,如有即可確定相應的碼值(若外部基本形面對應多個碼值,根據“后項包括前項”的規則,取較大碼值)。如沒有,則需判斷外表面有無臺階,及單向或雙向臺階,這可以通過判斷外部基本形面個數及一一比較外部基本形面直徑尺寸來確定(當外部基本形面為圓柱齒輪或圓錐齒輪時,特征參數中沒有直徑尺寸,但其外徑尺寸可由模數、齒數、齒頂高系數等通過計算得到)。若外部基本形面只有一個,或雖有多個但直徑尺寸均相同,則可確定第3位碼值為0。若外部基本形面有2個且直徑尺寸不同,或外部基本形面有多個且直徑尺寸不同,但直徑尺寸按遞增或遞減順序排列,則可確定第3位碼值為1。若外部基本形面多于2個且直徑尺寸不同,而直徑尺寸又非按遞增或遞減順序排列,則可確定第3位碼值為2。判斷第3碼位碼值0、1、2的程序框圖如圖6所示。
圖6
4 結論
(1)根據工廠已部分采用JLBM-1系統的實際情況,針對齒輪零件的工藝特點,設計了基于JLBM-1系統的齒輪零件編碼系統,既滿足了齒輪零件CAPP系統的需要,也易于為工廠所接受。
(2)針對工廠以對外加工為主的特點,采用特征形面描述法較好地解決了齒輪零件信息描述與信息輸入問題。
(3)采用矩陣形式存儲齒輪零件特征信息,通過對零件特征矩陣的掃描、參數提取和數據處理,可自動形成零件的成組編碼,為齒輪零件CAPP系統開發提供了有力支持。(end)
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF