1刀具半徑補償
1.1刀位點的概念
刀位點是在編制加工程序時用以表不刀具位置的特殊點。對于端銑刀、立銑刀和鉆頭來說,是指它們的底而中心;對于球頭銑刀,是指球頭中心。數控加工程序控制刀具的運動軌跡,實際上是控制刀位點的運動軌跡
1.1.1刀具補償
在零件的加工程序中,常常需要應用多把刀,每一把刀的半徑和長度等級和參數都可能不一樣,如果按每把刀的參數進行編程,會非常麻煩。為了反映刀具參數的差異,需要確定一個基準點或一把基準刀,我們只需要找到每把刀的刀位點具位置相對于基準點或標準刀具的偏移量,通過CAD/CAM軟件直接進行補償計算或通過數控系統的控制器進行補償計算,并按計算軌跡控制刀具的運動,加工出所需要的零件輪廓。
刀具的補償包括長度補償和半徑補償,本文主要論述刀具半徑補償的應用。
1.1.2刀具的半徑補償
在數控銑床上進行輪廓加工時,囚為銑刀總有一定的半徑(稱為刀具半徑),所以在零件輪廓加工過程中刀具中心(刀心)軌跡和工件輪廓不重合。如不考慮刀具半徑,直接按照工件輪廓編程是比較方便的,而加工出的零件尺寸比圖樣要求小了一圈(加工外輪廓時),或大了一圈(加工內輪廓時),為此必須使刀具沿工件輪廓的法向偏移一個刀具半徑,這就是所謂的刀具半徑補償
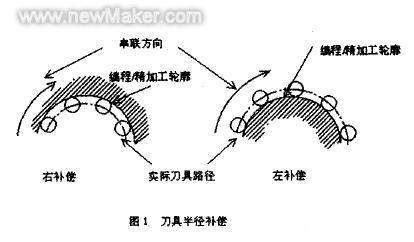
數控銑削加工刀具半徑補償分為刀具半徑左補償和刀具半徑右補償,分別用G41和G42定義。根據ISO標準,沿刀具前進方向當刀具中心軌跡位于零件輪廓右邊時,稱為刀具半徑右補償。反之稱為刀具半徑左補償。當不需要進行刀具半徑補償時.則用G40取消刀具半徑補償(如圖1所示)。
2 CAM系統中刀具半徑補償的設定
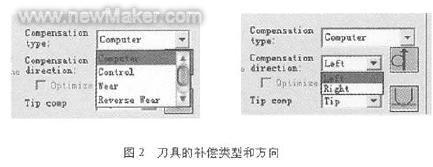
不同的CAM系統刀具半徑補償有不同的設定方法,在MASTER CAM中銑刀的補償有四個選項:computer(計算機補償),control(控制器補償) ,wear(磨損補償),reverse wear(反向磨損補償),補償方向(Compensation Direction)有兩個選項:Left(左補償),Right(右補償),如圖2所示。
1).COMPUTER當設置在計算機里作補償時,在數控系統的控制器里補償應設置為關(或設置刀具半徑值為0),此時,在CAM系統得到的NCI文件中的坐標就是實際加工時刀具刀位點的坐標,井且經過適當的后置處理得到的NC文件中不會出現刀具補償指令。
2).CONTROL當設置在控制器里作補償時,在數控系統的控制器里補償應設置為開。經過后置處理生成的NC文件中將出現刀具半徑補償指令(G41, G42 ,G40) ,而補償量要通過數控系統進行設置。
3).WEAR,REVERSE WEAR在實際加工中可以同其他方法達到同樣的效果.不再贅述.
3刀具半徑補償的應用
3.1改變刀具半徑補償值適應刀具的變化
雖然CAD/CAM自動編程的計算量小,生成程序的速度快,但在零件的自動加工過程中,刀具的磨損、重磨其至更換經常發生,刀具由十磨損向使其半徑變小,若造成工件誤差超出其工件公差,則不能滿足加工要求。這時我們應用刀具半徑補償可以很好地解決這個問題。在CAM中選擇在控制器(CONTROL)中補償,直接根據零件的輪廓形狀進行編程,這種編程方法也稱為對零件的編程。
現代數控系統一般都設置有若干個可編程刀具半徑偏置寄存器,并對其進行編號,專供刀具補償之用,可將刀具補償參數(刀具長度、刀具半徑等)存入這此寄存器中。在進行數控編程時,只需調用所需刀具半徑補償參數所對應的寄存器編號即可。實際加工時,數控系統將該編號對應的刀具半徑偏置寄存器中存放的刀具半徑取出,對刀具中心軌跡進行補償計算,生成實際的刀具中心運動軌跡,完成對零件的加工。
在零件加工過程中,假設原來設置的刀具補償值為r,經過一段時間的加工后,刀具半徑的減小量為△,此時,可以修改該刀具的刀具補償值:由原來的r改為r-△,而不必改變原有的程序即可滿足加工要求。
3.2應用刀具半徑補償進行加工余量的處理
加工余量是指加工過程中,所切去的金屬層厚度。余量有工序余量和加工余量之分。工序余量是相鄰兩工序的工序尺寸之差;加工余量是毛壞尺寸與零件圖的設計尺寸之差,它等十各工序余量之和。在此,我們應用CAD/CAM軟件,在作圖時通常得到的是最終的零件圖,故對于一個加工工序,我們更關心總余量。
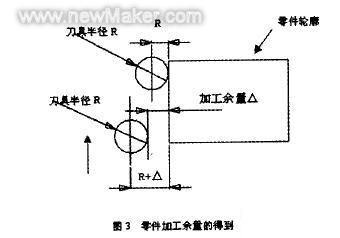
在進行加工余量處理前,應先找出總余量,其方法有很多,如:分析計算法、經驗法、查表修正法等,在此不再贅述。現假設己找到總余量為△,加工時選擇的刀具半徑為R,在CAM中如設定刀具半徑R,經過半徑補償后,在零件上不會有加工余量;但如果我們在設置刀具參數時將刀具的半徑設定為R+△,經過半徑補償后,會在零件上留下△的加工余量(如圖3所示)
如我們在做模具加工時,都存在多品種小批量的情況,在加工過程中需要換刀的次數很多。如果每一次換刀都要去修改數控系統的刀具補償值,顯然比較繁瑣,且容易出錯。這時,我們在用CAM系統生成數控加工程序時,將補償設定在COMPUTER補償,通過控制CAM系統中的刀具半徑來控制加工中的余量。在加工時按選定的刀具進行加工,數控系統中的刀具參數不用作仟何修改。
4結語
在確認加工零件的二維建模無誤和切削工藝參數均合理后,若加工出的輪廓尺寸與設計尺寸稍有偏差,只需在數控機床上修改刀具的半徑補償值即可,不必重新生成加工程序或更換刀具,從血起到事半功倍的效果。有時,在CAM系統中,也可以通過設置適當的刀具半徑值來達到控制加工余量的目的。總之,刀具的半徑補償在數控加工中有著非常重要的作用,靈活、合理地運用刀具的半徑補償值井結合刀具補償原理正確編制程序是保證數控加工有效性、準確性的重要因素。刀具半徑補償在NC加工中的應用有非常明顯的優點。靈活運用刀具半徑補償,可以大大提高生產效率和產品合格率。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF