一、前言
MasterCAM是由美國CNC Software公司率先開發(fā)的CAD/CAM軟件系統(tǒng),其豐富的三維曲面造型設(shè)計(jì)、數(shù)控加工編程的功能尤其適合航空航天、汽車、模具等行業(yè)。它的數(shù)控加工編程功能輕便快捷,特別適合車間級(jí)和小型公司的生產(chǎn)與發(fā)展,目前,在國內(nèi)外得到了非常廣泛的應(yīng)用。MasterCAM系統(tǒng)可提供2~5軸銑削、車削、變錐度線切割4軸加工等編程功能。目前三軸銑削在模具和其他行業(yè)的應(yīng)用最為廣泛,隨著數(shù)控加工技術(shù)不斷朝高速、超高速、高精密、多軸聯(lián)動(dòng)及工藝的復(fù)合化加工的方向發(fā)展,數(shù)控五軸銑削加工應(yīng)用的范圍將不斷擴(kuò)大。五軸銑削加工不再僅限于葉輪、葉片等復(fù)雜零件的加工,對(duì)于模具行業(yè)等涉及空間曲面的凸凹模、大型整體零件的結(jié)構(gòu)特征應(yīng)用范圍逐漸擴(kuò)大,通過利用立銑刀的側(cè)刃和底刃,五軸銑削加工可以避免球頭刀的零速切削、零件的多次定位裝夾等缺陷,可在很大程度上提高產(chǎn)品的加工效率和質(zhì)量。
由于五軸數(shù)控機(jī)床的配置多樣,有工作臺(tái)雙擺動(dòng)、主軸雙擺動(dòng)、工作臺(tái)旋轉(zhuǎn)與主軸擺動(dòng)合成等多種形式,所以五軸銑削加工編程的難點(diǎn)在于后處理程序的二次開發(fā)上。MasterCAM提供了五軸后處理程序模板,用戶在此基礎(chǔ)進(jìn)行修改即可滿足實(shí)際的需要。
二、MasterCAM數(shù)控編程后處理技術(shù)應(yīng)用
1. MasterCAM數(shù)控編程后處理簡介
后置處理程序?qū)AM系統(tǒng)通過機(jī)床的CNC系統(tǒng)與機(jī)床數(shù)控加工緊密結(jié)合起來。后置處理最重要的是將CAM軟件生成的刀位軌跡轉(zhuǎn)化為適合數(shù)控系統(tǒng)加工的NC程序,通過讀取刀位文件,根據(jù)機(jī)床運(yùn)動(dòng)結(jié)構(gòu)及控制指令格式,進(jìn)行坐標(biāo)運(yùn)動(dòng)變換和指令格式轉(zhuǎn)換。通用后置處理程序是在標(biāo)準(zhǔn)的刀位軌跡以及通用的CNC系統(tǒng)的運(yùn)動(dòng)配置及控制指令的基礎(chǔ)上進(jìn)行處理的,它包含機(jī)床坐標(biāo)運(yùn)動(dòng)變換、非線性運(yùn)動(dòng)誤差校驗(yàn)、進(jìn)給速度校驗(yàn)、數(shù)控程序格式變換及數(shù)控程序輸出等方面的內(nèi)容。只有采用正確的后置處理系統(tǒng)才能將刀位軌跡輸出為相應(yīng)數(shù)控系統(tǒng)機(jī)床能正確進(jìn)行加工的數(shù)控程序,因此編制正確的后置處理程序是五軸數(shù)控銑削編程與加工的前提條件之一。
后處理的主要任務(wù)是根據(jù)具體機(jī)床運(yùn)動(dòng)結(jié)構(gòu)形式和控制指令格式,將前置計(jì)算的刀位軌跡數(shù)據(jù)變換為機(jī)床各軸的運(yùn)動(dòng)數(shù)據(jù),并按其控制指令格式進(jìn)行轉(zhuǎn)換,成為數(shù)控機(jī)床的加工程序。五軸加工后處理程序的難點(diǎn)是機(jī)床坐標(biāo)運(yùn)動(dòng)變換。對(duì)刀位軌跡進(jìn)行后處理轉(zhuǎn)換時(shí),首先根據(jù)具體的機(jī)床運(yùn)動(dòng)結(jié)構(gòu)來確定運(yùn)動(dòng)變換關(guān)系,由此將前置計(jì)算的刀位軌跡數(shù)據(jù)變換并分解到機(jī)床的各個(gè)運(yùn)動(dòng)軸上,獲得各坐標(biāo)軸的運(yùn)動(dòng)分量。運(yùn)動(dòng)變換關(guān)系取決于具體機(jī)床的運(yùn)動(dòng)結(jié)構(gòu)配置,機(jī)床坐標(biāo)軸的配置不同,其變換關(guān)系也不相同。這里要考慮機(jī)床種類及機(jī)床配置、程序起始控制、程序塊及號(hào)碼、準(zhǔn)備功能、輔助功能、快速運(yùn)動(dòng)控制、直線圓弧插補(bǔ)進(jìn)給運(yùn)動(dòng)控制、暫停控制、主軸控制、冷卻控制、子程序調(diào)用、固定循環(huán)加工控制、刀具補(bǔ)償、程序輸出格式轉(zhuǎn)換、機(jī)床坐標(biāo)系統(tǒng)變換及程序輸出等。格式轉(zhuǎn)換主要包括數(shù)據(jù)類型轉(zhuǎn)換與圓整、字符串處理、格式輸出等內(nèi)容。算法處理主要包括坐標(biāo)運(yùn)動(dòng)變換、跨象限處理、進(jìn)給速度控制等內(nèi)容。CAD/CAM軟件包提供的數(shù)控程序后處理模式一般流程如圖1所示。
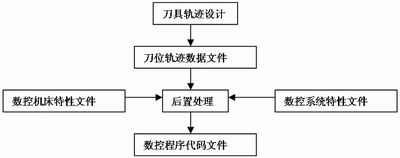
圖1 數(shù)控編程后置處理流程
MasterCAM后處理程序采用的是純文本格式文件接口,該文本是以腳本文件和源代碼文件混合而構(gòu)成的,要求數(shù)控人員具備軟件基礎(chǔ)開發(fā)的經(jīng)驗(yàn)和對(duì)數(shù)控系統(tǒng)的熟練掌握才能編制出正確的后處理程序模板。機(jī)床與數(shù)控系統(tǒng)接口文件(企業(yè)級(jí)數(shù)控系統(tǒng)接口文件),主要控制相應(yīng)的數(shù)控機(jī)床格式及數(shù)控程序文件內(nèi)容輸出,使其滿足數(shù)控機(jī)床的正確配置。它是正確配置程序輸出的重點(diǎn),也是難度最大的,它的源代碼采用的是宏程序形式,采用條件判斷、循環(huán)、跳轉(zhuǎn)等邏輯方式,根據(jù)實(shí)際需要來編寫相關(guān)代碼,因此編寫時(shí)需要用到軟件開發(fā)的基本知識(shí)。MasterCAM提供的通用五軸銑削加工編程的后處理程序文件為MPGEN5X.PST。用戶可以通過修改該后處理程序文件,滿足相應(yīng)數(shù)控系統(tǒng)的要求。
2. FIDIA KR214五軸后處理程序設(shè)置
FIDIA KR214為帶旋轉(zhuǎn)工作臺(tái)的六軸五聯(lián)動(dòng)高速銑削加工中心,其機(jī)床類型如圖2a所示,其中C軸為主動(dòng)軸、A軸為從動(dòng)依附軸、旋轉(zhuǎn)工作臺(tái)為W軸。現(xiàn)有的CAM軟件大多不支持六軸聯(lián)動(dòng)的數(shù)控程序后處理,且實(shí)際加工中,一般的五軸聯(lián)動(dòng)足夠滿足生成的需要。針對(duì)該機(jī)床加工的特性,根據(jù)需要可編制三個(gè)線性軸X、Y、Z與A/C五軸聯(lián)動(dòng)后處理程序以及包括三個(gè)線性軸與A/W的五軸后處理程序。這兩種后處理程序方案即可滿足工程需求。下面詳細(xì)說明在MPGEN5X.PST后處理程序的基礎(chǔ)上,修改適合KR214(或KR211)數(shù)控機(jī)床的后處理程序的過程。
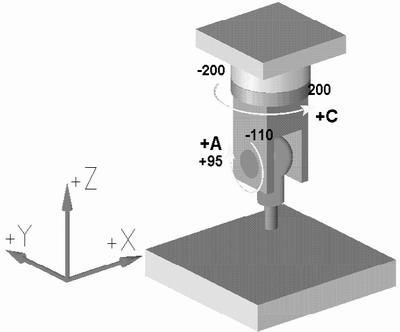
a)
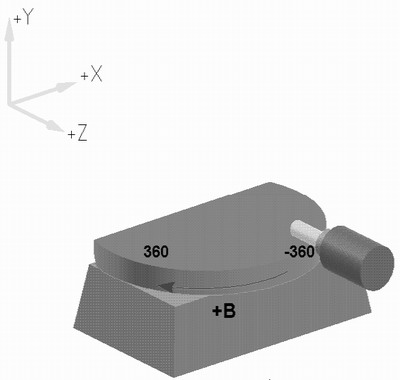
b)
圖2 多軸銑削機(jī)床運(yùn)動(dòng)配置示意圖
(1)圓弧輸出設(shè)置
用于對(duì)圓弧插補(bǔ)的輸出進(jìn)行控制,如圓心的表達(dá)(R或IJK)、圓弧打斷、整圓輸出等。
#Arc output settings
breakarcs: 0 #Break arcs, 0 = no, 1 = quadrants, 2 = 180 arcs
arcoutput: 0 #0 = IJK, 1 = R no sign, 2 = R signed neg. over 180
arctype : 2 #Arc center 1=abs, 2=St-Ctr, 3=Ctr-St, 4=unsigned inc.
do_full_arc : 1 #Allow full circle output? 0=no, 1=yes
helix_arc: 1 #Support helix arc output, 0=no, 1=all planes, 2=XY plane only
arccheck : 1 #Check for small arcs, convert to linear
atol : .01#Angularity tolerance for arccheck = 2
(2)五軸機(jī)床構(gòu)造及運(yùn)動(dòng)設(shè)置
用于對(duì)典型的五軸機(jī)床運(yùn)動(dòng)方式進(jìn)行配置,可對(duì)工作臺(tái)雙擺動(dòng)、主軸頭雙擺動(dòng)、主軸擺動(dòng)及工作臺(tái)擺動(dòng)、工作臺(tái)復(fù)合擺動(dòng)(回轉(zhuǎn))、主軸復(fù)合擺動(dòng)(回轉(zhuǎn))等典型五軸機(jī)床進(jìn)行設(shè)置。主軸回轉(zhuǎn)或擺動(dòng)對(duì)應(yīng)于相應(yīng)機(jī)床,可處于主動(dòng)軸或從動(dòng)軸的形式。針對(duì)KR214機(jī)床的配置Mtype設(shè)為2。
#Machine rotary routine settings
mtype : 2 #Machine type (Define base and rotation plane below)
#0 = Table/Table
#1 = Tilt Head/Table
#2 = Head/Head
#3 = Nutator Table/Table
#4 = Nutator Tilt Head/Table
#5 = Nutator Head/Head
head_is_sec : 2 #Set with mtype 1 and 4 to indicate head is on secondary
(3)旋轉(zhuǎn)軸矢量平面設(shè)置
用于設(shè)置主動(dòng)軸及從動(dòng)旋轉(zhuǎn)軸矢量方向,設(shè)置主軸或工作臺(tái)復(fù)合擺動(dòng)軸矢量方向。根據(jù)KR214(KR211)的C、A軸的運(yùn)動(dòng)配置,其C軸在XY平面內(nèi)旋轉(zhuǎn),A軸在YZ平面內(nèi)擺動(dòng),因而設(shè)置如下:
#Primary planeXY XZ YZ
#Secondary or XZ XY XY
#Secondary YZ YZ XZ
rotaxis1 = vecy #Zero
rotdir1 = vecx #Direction
rotaxis2 = vecz #Zero
rotdir2 = vecy #Direction
p_nut_restore #Postblock, restores original axis settings
result = updgbl(rotaxis1, vecy) #Zero
result = updgbl(rotdir1, vecx) #Direction
result = updgbl(rotaxis2, vecz) #Zero
result = updgbl(rotdir2, vecx) #Direction
nut_ang_pri : -45
對(duì)于旋轉(zhuǎn)平面不在坐標(biāo)平面的特殊主軸復(fù)合擺動(dòng)或工作臺(tái)復(fù)合擺動(dòng)的五軸機(jī)床,且Mtype設(shè)置為3~5的特殊類型時(shí),如DMU125P和DMU50P的機(jī)床需要正確設(shè)置Nut_ang_pri參數(shù)。只有當(dāng)Mtype設(shè)置為3~5時(shí),該參數(shù)才起作用。
(4)旋轉(zhuǎn)軸中心、偏心設(shè)置及刀具軸輸出設(shè)置
根據(jù)KR214(或KR211)機(jī)床運(yùn)動(dòng)軸配置特點(diǎn),其g7_tilt參數(shù)應(yīng)設(shè)為2。
saxisx: 0 #The axis offset direction?
saxisy: 0 #The axis offset direction?
saxisz: 0 #The axis offset direction?
r_intersect : 1 #Rotary axis intersect on their center of ratations
g7_tilt : 2 #With mill_plus and nutating, select toolplane output
#0 = Post selects G7 rotation axis
#1 to 4, user selected G7 rotation axis
#1 = Primary C : X zero, Secondary B
#2 = Primary C : Y zero, Secondary A
#3 = Primary C : -X zero, Secondary B
#4 = Primary C : -Y zero, Secondary A
shift_90_s : 1 #Shift pos.=1, neg.=-1
(5)機(jī)床行程及轉(zhuǎn)角限位設(shè)置
坐標(biāo)運(yùn)動(dòng)軸的行程及軟件限位設(shè)置的正確性,直接影響五軸機(jī)床數(shù)控程序輸出的正確性,下述分別為KR214的各坐標(biāo)軸的行程及A/C軸的轉(zhuǎn)角行程設(shè)置。
1)X、Y、Z線性軸行程設(shè)置
adj2sec : 1
use_stck_typ : 2 #0=Off, 1=Stock def., 2=Limits
up_x_lin_lim : 1350#X axis limit in positive direction
up_y_lin_lim : 900#Y axis limit in positive direction
up_z_lin_lim : 1400#Z axis limit in positive direction
lw_x_lin_lim : -1350 #X axis limit in negative direction
lw_y_lin_lim : -200 #Y axis limit in negative direction
lw_z_lin_lim : 200#Z axis limit in negative direction
2)主動(dòng)軸C和從動(dòng)軸A的轉(zhuǎn)角設(shè)置
auto_set_lim : 1 #Set the type from the angle limit settings (ignore these)
pri_limtyp : 1
sec_limtyp : 1
#Set the absolute angles for axis travel on primary
pri_limlo: -200
pri_limhi: +200
#Set intermediate angle, in limits, for post to reposition machine
pri_intlo: -200
pri_inthi: +200
#Set the absolute angles for axis travel on secondary
sec_limlo: -115
sec_limhi: +90
#Set intermediate angle, in limits,for post to reposition machine
sec_intlo: -200
sec_inthi: +200
五坐標(biāo)機(jī)床后處理程序的驗(yàn)證可通過下面的測(cè)試進(jìn)行。例如,我們根據(jù)KR214的需求進(jìn)行了多種測(cè)試,如X/W軸聯(lián)動(dòng)、固定A軸、變A軸、旋轉(zhuǎn)C軸、五軸底刃、五軸側(cè)刃等典型的五軸加工程序測(cè)試。其測(cè)試的刀具軌跡與部分程序代碼如圖3~圖5所示。
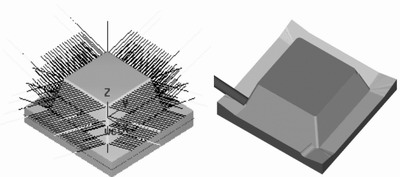
a)五軸底刃刀具軌跡及其模擬
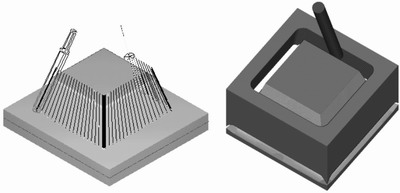
b)五軸側(cè)刃刀具軌跡及其模擬
圖3 五軸銑削加工功能測(cè)試示意圖
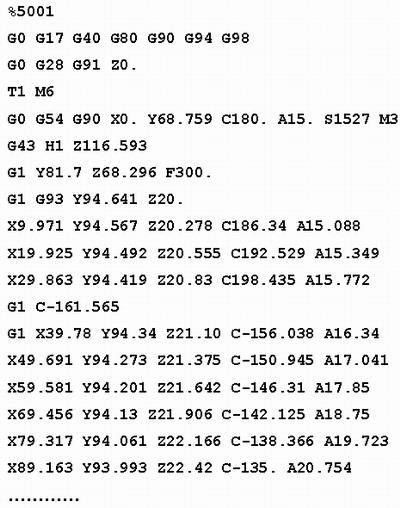
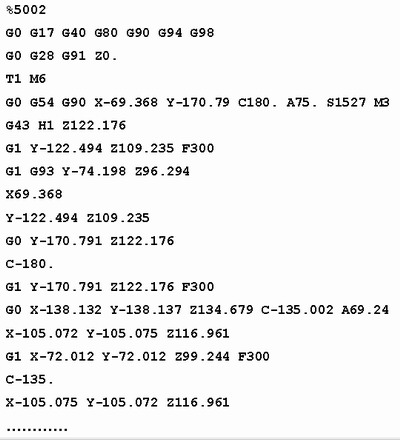
圖5 五軸底刃銑削加工程序
3. MAHO1600w立臥轉(zhuǎn)換加工中心后置處理
德馬吉公司的MAHO1600w為帶旋轉(zhuǎn)工作臺(tái)的四軸立臥轉(zhuǎn)換加工中心,由于其立臥軸只能單獨(dú)加工,不像DMU125P或DMU50P等五軸立臥轉(zhuǎn)換加工中心,DMU125P為主軸復(fù)合擺動(dòng),DMU50P為工作臺(tái)復(fù)合擺動(dòng),刀具平面相對(duì)于XY平面可以傾斜,所以MAHO1600w后處理程序可分別對(duì)立軸和臥軸進(jìn)行單獨(dú)處理。數(shù)控編程時(shí)根據(jù)主軸立臥的狀態(tài),選擇相應(yīng)的后處理程序即可滿足要求。其臥軸為標(biāo)準(zhǔn)的旋轉(zhuǎn)四軸配置,而立軸多數(shù)情況下工作臺(tái)只起分度作用。
下面以采用立軸加工某產(chǎn)品高精度同軸的內(nèi)外圓弧段過程中,MAHO1600w所出現(xiàn)的旋轉(zhuǎn)工作臺(tái)中心與主軸中心的同軸度機(jī)床精度超差問題為例,給出以X(Y)、B軸聯(lián)動(dòng)來避免XY兩軸聯(lián)動(dòng)而出現(xiàn)的零件超差的作法,其刀具軌跡如下圖6所示。由于MasterCAM所自帶的MAHO系統(tǒng)的后處理程序均為三軸后處理,針對(duì)四軸的情況,用戶可以MPFAN.PST提供的四軸后處理程序文件為基礎(chǔ)進(jìn)行改編,開發(fā)出MAHO1600w的立臥兩種狀態(tài)下的后處理程序。MAHO1600w機(jī)床臥式銑削加工時(shí),其運(yùn)動(dòng)配置如圖2(b)所示。下面通過修改MPFAN.PST文件中的部分關(guān)鍵內(nèi)容實(shí)現(xiàn)X(Y)、B、Z三軸聯(lián)動(dòng),來滿足上述產(chǎn)品的加工需要,用旋轉(zhuǎn)B軸替待Y軸來聯(lián)動(dòng)插補(bǔ)加工。
設(shè)置機(jī)床類型為立軸加工、旋轉(zhuǎn)軸為繞Z軸逆時(shí)針方向,將其中的Vmc參數(shù)設(shè)置為1,Rot_On_X設(shè)置為3,實(shí)現(xiàn)工作臺(tái)立式繞Z軸旋轉(zhuǎn)的目的。同時(shí),為了提高輸出曲線曲面的精度,將相關(guān)參數(shù)Atol、Vtol設(shè)為等精度。由于在MasterCAM環(huán)境下的觀測(cè)坐標(biāo)系與Maho1600w的X方向相反,因此,加入Scalex參數(shù)進(jìn)行反向。同時(shí),在輸出格式上將旋轉(zhuǎn)軸輸出設(shè)置為B軸,并將Y和Z交換。在MasterCAM中以旋轉(zhuǎn)軸參與輪廓聯(lián)動(dòng)加工時(shí),其界面設(shè)置如下圖7所示。我們用這種方法加工出了合格的產(chǎn)品,其加工程序的部分代碼如圖8所示。實(shí)踐證明,在加工二維輪廓時(shí),適當(dāng)采用線性軸和旋轉(zhuǎn)軸進(jìn)行聯(lián)動(dòng)插補(bǔ)可以提高產(chǎn)品的精度。在實(shí)際加工中,為提高加工的表面光潔度,可適當(dāng)降低加工的進(jìn)給率。
vmc: 1 #0 = Horizontal Machine, 1 = Vertical Mill
rot_on_x : 3 #Default Rotary Axis Orientation, See ques. 164.
#0 = Off, 1 = About X, 2 = About Y, 3 = About Z
rot_ccw_pos : 1 #Axis signed dir, 0 = CW positive, 1 = CCW positive
scalex: -1.0 # Scaling of .NCI at input - x,y,z,i,j,k
scaley: 1.0 # Scaling of .NCI at input - x,y,z,i,j,k
scalez: 1.0 # Scaling of .NCI at input - x,y,z,i,j,k
atol : .005#Angularity tolerance for arccheck = 2
ltol : .001 #Length tolerance for arccheck = 1
vtol : .0001 #System tolerance
ltol_m: .002#Length tolerance for arccheck = 1, metric
vtol_m: .001 #System tolerance, metric
格式輸出
fmt X 2xabs #X position output
fmt Z 2yabs #Y position output
fmt Y 2zabs #Z position output
fmt X 3xinc #X position output
fmt Z 3yinc #Y position output
fmt Y 3zinc #Z position output
fmt B 11 cabs #C axis position
fmt B 14 cinc #C axis position
fmt B 4indx_out #Index position
fmt I 3i #Arc center description in X
fmt J 3j #Arc center description in Y
fmt K 3k #Arc center description in Z
fmt R 2arcrad#Arc Radius
fmt F 15 feed #Feedrate
fmt P 11 dwell #Dwell
fmt M 5cantext #Canned text
4. 常用的三軸數(shù)控銑削編程后置處理
在模具、航空航天等行業(yè)中,數(shù)控銑削加工中的三軸聯(lián)動(dòng)切削應(yīng)用最為廣泛。MasterCAM系統(tǒng)提供了如FANUC、MAHO、Heidenhane、Century6X等眾多數(shù)控系統(tǒng)的三軸銑削編程后處理程序,但是由于在程序起始控制、刀具說明、輸出格式、程序傳輸?shù)确矫娓鲾?shù)控系統(tǒng)有所差異,且企業(yè)為實(shí)現(xiàn)其程序的可讀性、簡潔性、可復(fù)用性、易管理性、減少手工的修改量等方面的要求,必須對(duì)后處理程序進(jìn)行二次開發(fā)。下面為針對(duì)典型的數(shù)控系統(tǒng),如FANUC、Century6X等對(duì)象,在輸出格式、程序起始、刀具等方面介紹了如何修改其后處理程序,并以實(shí)例的形式進(jìn)行了說明。
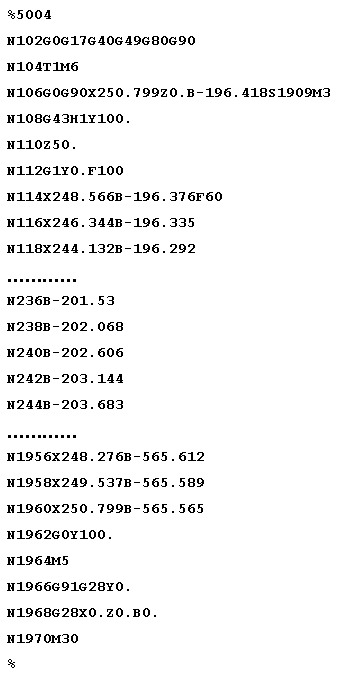
圖8 X、B軸聯(lián)動(dòng)加工程序代碼
(1)字符輸出格式的控制
下面的內(nèi)容主要用于單位輸出和精度等方面的控制,系統(tǒng)可以mm、μm為單位輸出,同時(shí)對(duì)小數(shù)點(diǎn)后的輸出精度、絕對(duì)值和增量值進(jìn)行輸出控制。系統(tǒng)參數(shù)變量fs2存儲(chǔ)不同的數(shù)字1~15,實(shí)現(xiàn)其輸出格式的控制。
# Format statements - n=nonmodal, l=leading, t=trailing, i=inc, d=delta
#Default english/metric position format statements
fs2 10.7 0.6 #Decimal, absolute, 7 place, default for initialize (:)
fs2 20.4 0.3 #Decimal, absolute, 4/3 place
fs2 30.4 0.3d #Decimal, delta, 4/3 place
#Common format statements
fs2 41 0 1 0 #Integer, not leading
fs2 52 0 2 0l #Integer, force two leading
fs2 63 0 3 0l #Integer, force three leading
fs2 74 0 4 0l #Integer, force four leading
fs2 90.1 0.1 #Decimal, absolute, 1 place
(2)程序起始說明與控制
主要用于實(shí)現(xiàn)其程序起始在加工產(chǎn)品對(duì)象、坐標(biāo)系定義等方面的規(guī)范控制。
# Start of File and Toolchange Setup
psof0 #Start of file for tool zero
……
"%", e
# *progno, e
"", sprogname, "", e
"(Product:)", e
pbld,"", *smetric, e
pbld,"", "", "", "", "", "", "", e
……
if stagetool >= zero, pbld,"", *t, "M6","(Tools:)", e
pindex
if mi1 > one, absinc = zero
pcan1, pbld,"", "G00 G17 G40 G49 G80 G54", *sgabsinc, pwcs, pfxout, pfyout,
"", *speed, *spindle, pgear, strcantext, e
pbld,"", "G43", *tlngno, pfzout, scoolant, next_tool, e
……
c_msng #Single tool subprogram call
(3)刀具交換與注釋說明
用于刀具交換及返回參考點(diǎn)等方面的控制功能。
ptlchg #Tool change
pcuttype
toolchng = one
if mi1 = one, #Work coordinate system
[
pfbld, "", *sg28ref, "", "Y200.", e
pfbld, "", "G92", *xh, *yh, *zh, e
]
pbld,"", "M01", e
pcom_moveb
c_mmlt #Multiple tool subprogram call
ptoolcomment
comment
pcan
pbld,"", *t, "M6","(Toolnotes:)", e
……
c_msng #Single tool subprogram call
(4)程序結(jié)束輸出控制
不同的數(shù)控系統(tǒng)在程序結(jié)束時(shí)有所不同,下述代碼為例。
pretract #End of tool path, toolchange
……
pcan
pbld,"", sccomp, psub_end_mny, e
pcan1, pbld,"", "", "G00 G49", "G30 Z250.M05", scoolant, strcantext, e
pbld,"", *sg28ref, "", "Y50.", "", e
pcan2
absinc = sav_absinc
coolant = sav_coolant
(5)數(shù)據(jù)傳輸與系統(tǒng)設(shè)置
下面的參數(shù)分別用于數(shù)控程序傳輸和系統(tǒng)參數(shù)的設(shè)置。例如,程序傳輸方面實(shí)現(xiàn)波特率為1200,數(shù)字位7位,2位停止位,偶校驗(yàn),ACSII碼輸出控制等。容許旋轉(zhuǎn)工作臺(tái)聯(lián)動(dòng),機(jī)床回原點(diǎn)和參考點(diǎn)為激活狀態(tài),采用絕對(duì)坐標(biāo)方式,G54為工作坐標(biāo)系,以G28方式回參考點(diǎn)。
80. Communications port number for receive and transmit (1 or 2) ? 2
81. Data rate (600,1200,2400,4800,9600,14400,19200,38400)? 1200
82. Parity (E/O/N)? E
83. Data bits (7 or 8)? 7
84. Stop bits (1 or 2)? 2
85. Strip line feeds? N
86. Delay after end of line (seconds)? 0
87. Ascii, Eia, or Binary (A/E/B)? A
161. Enable Home Position button? y
162. Enable Reference Point button? y
163. Enable Misc. Values button? y
164. Enable Rotary Axis button? Y
301. Work Coordinates [0-1=G92, 2=G54’s] (mi1)? 2
302. Absolute or Incremental [0=ABS, 1=INC] (mi2)? 0
303. Reference Return [0=G28, 1=G30] (mi3)? 0
圖9為某零件的三軸數(shù)控銑削加工刀具軌跡示意圖,根據(jù)FANUC 6M和Century 6X數(shù)控系統(tǒng)的特點(diǎn),分別修改其后處理程序,實(shí)現(xiàn)數(shù)控程序輸出的零手工修改,從而提高數(shù)控程序的編制及輸出的質(zhì)量和效率。圖10和圖11分別是與相應(yīng)數(shù)控系統(tǒng)匹配的程序代碼。
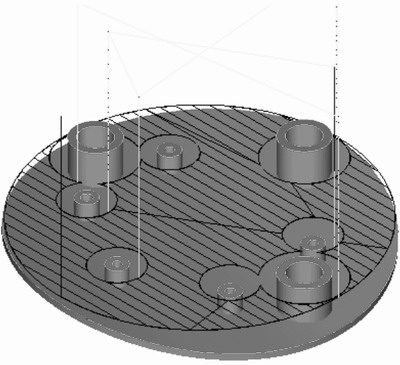
圖9 三軸銑削加工軌跡示意圖
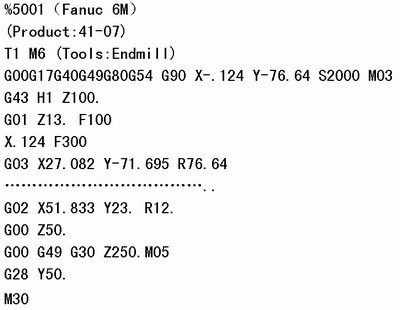
圖10 FANUC 6M數(shù)控系統(tǒng)程序代碼
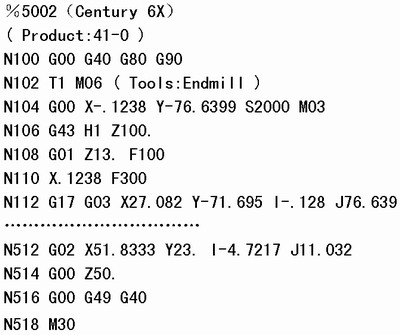
圖11 Century 6X數(shù)控系統(tǒng)程序代碼
四、結(jié)束語
本文以實(shí)例的形式簡略介紹了MasterCAM數(shù)控編程后處理關(guān)鍵技術(shù),相關(guān)的內(nèi)容還有很多,但限于篇幅在此不再過多介紹,讀者可參考其中,舉一反三。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF