1.工藝介紹
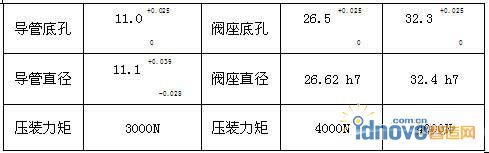
傳統(tǒng)的汽缸蓋導(dǎo)管、閥座壓裝工藝,將氣缸蓋加熱到300度左右,用液態(tài)氮冷卻導(dǎo)管閥座,利用熱脹冷縮原理,將導(dǎo)管閥座壓裝氣缸蓋導(dǎo)管閥座底孔中去,溫度平衡后,實現(xiàn)導(dǎo)管、閥座與汽缸蓋底孔的過盈配合。隨著汽車加工工藝的不斷發(fā)展,目前逐步采用了導(dǎo)管、閥座涂油冷壓工藝,直接實現(xiàn)兩者之間的過盈配合效果。各主要參數(shù)見表1。
表1工藝參數(shù)表
2.設(shè)備簡介
機(jī)床從功能上分成兩大部分:
2.1 導(dǎo)管、閥座自動輸送部分
自動輸送部分主要功能是將儲料箱內(nèi)的導(dǎo)管、閥座進(jìn)行篩選后吹氣傳送到壓裝部分,然后控制小機(jī)械手將料抓起,放到壓裝部分的壓頭上,基本動作采用SiemensPLC S300可編程控制,諸多氣動執(zhí)行元件實現(xiàn)動作,光電開關(guān)檢測狀態(tài),在這里就不做重點介紹。
2.2 自動壓裝部分
壓裝部分的主要功能是將導(dǎo)管、閥座壓入缸蓋底孔內(nèi),是機(jī)床的核心控制部分,決定了機(jī)床的壓裝深度及加工節(jié)拍。為保證導(dǎo)管、閥座與底孔的有效配合,機(jī)床采用了HBM力矩監(jiān)測系統(tǒng),模擬壓裝深度與力矩的變化曲線,使壓裝整個過程處于受控狀態(tài)。
機(jī)床每個工位設(shè)有2個伺服軸X、Z。其中X軸采用永磁式直線交流伺服電動機(jī),其電動機(jī)可視為將旋轉(zhuǎn)電動機(jī)定子沿徑向剖開,并將圓周展開成直線作定子級,用一導(dǎo)電金屬平板代替轉(zhuǎn)子作轉(zhuǎn)子滑臺。X軸攜帶缸蓋在水平方向運動;Z軸驅(qū)動壓裝頭在垂直方向進(jìn)行壓裝。因為滑臺行程較長,一般的光柵尺無法適配,檢測元件采用英國Renishaw光柵尺RGH22,雙讀數(shù)頭模式,測量精度最高可達(dá)到50nm。導(dǎo)管、閥座壓裝深度由Siemens611U數(shù)控單元控制。
壓裝力矩傳感器由力矩傳感器測量力矩,Renishaw光柵尺測量位置,信號傳遞到智能模塊HBM處理,形成以壓裝行程為橫坐標(biāo),力矩為縱坐標(biāo)的力矩位移曲線,選擇合適的力矩位移曲線區(qū)間,達(dá)到控制壓裝深度、壓裝力矩曲線的目的。當(dāng)力矩不在設(shè)定矩形區(qū)間時,HBM向PLC發(fā)出壓裝故障信號,設(shè)備報警自動停止,提示操作人員檢查干預(yù),防止因孔與導(dǎo)管、閥座配合不好而導(dǎo)致不合格品流到用戶手中。伺服控制壓裝深度及力矩監(jiān)控如圖1。
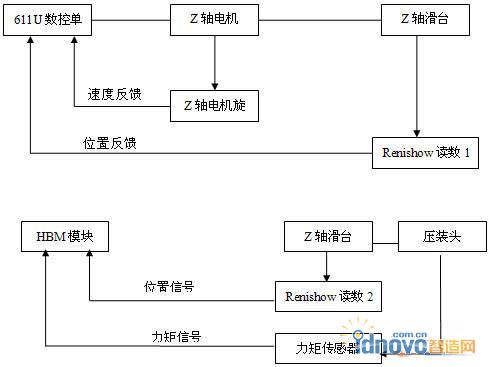
圖1 深度及力矩監(jiān)控
圖示中Renishow讀數(shù)頭1、2安裝在Z軸滑臺的同一個支架上,同步運動,光柵尺采用Renishow銅尺,直接貼在不動的機(jī)床本體上。兩個讀數(shù)頭反饋的是同一個位移信號,實現(xiàn)數(shù)控深度與力矩檢測的位置同步測量。
3. Profibus控制系統(tǒng)及各單元介紹
機(jī)床控制系統(tǒng)主要是由兩個S7-300 PLC組成,床身部分和發(fā)料機(jī)構(gòu)部分,兩個PLC之間通過Profibus DP總線來進(jìn)行數(shù)據(jù)交換。控制壓裝部分的PLC作為Profibus主站,而控制輸送部分的PLC為它的從站,通過數(shù)據(jù)發(fā)送與接收實現(xiàn)數(shù)據(jù)交換.
PROFIBUS 是德國 90 年代初制定的國家工業(yè)現(xiàn)場總線協(xié)議標(biāo)準(zhǔn), 1996年成為歐洲標(biāo)準(zhǔn) EN50170,1999年底成為國際標(biāo)準(zhǔn) IEC61158 的組成部分,已被全世界接受。2001年11月,PROFIBUS被批準(zhǔn)為中國機(jī)械行業(yè)標(biāo)準(zhǔn),是中國第一個現(xiàn)場總線標(biāo)準(zhǔn)。PROFIBUS-DP廣泛用于自動控制系統(tǒng)和設(shè)備級分散 I/O 之間通信設(shè)計,可取代價格昂貴的 24V 或 0~20mA 并行信號線,用于分布式控制系統(tǒng)數(shù)據(jù)傳輸。
PLC元件采用Siemens S315-2DP,其CPU模塊集成的DP口組成Profibus-DP網(wǎng)絡(luò),實現(xiàn)了各獨立單元的快速準(zhǔn)確通訊,從而使機(jī)床的各個部件形成一個有機(jī)整體,具體的硬件配置如圖2。
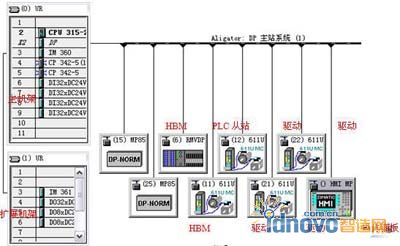
圖2 PLC硬件配置圖
驅(qū)動系統(tǒng)采用Siemens611U,作為老牌驅(qū)動廠家,611U是可以靈活配置的伺服驅(qū)動系統(tǒng),用戶可以根據(jù)不同的應(yīng)用場合要求,組合選擇不同的配置,形成各種不同的應(yīng)用系統(tǒng),既可以與數(shù)控系統(tǒng)組合,也可以與PLC組合使用,同時可以驅(qū)動線性軸伺服電機(jī)和主軸電機(jī)。為減少投資,設(shè)備采用611U與數(shù)控組合使用,同時驅(qū)動4個IFK7伺服電機(jī),形成擁有4個獨立數(shù)控軸的伺服驅(qū)動數(shù)控系統(tǒng)。
611U驅(qū)動硬件接口中,X411連接Z軸電機(jī)編碼器速度信號,X412連接磁尺反饋回的位置信號,X423通過Profibus接口模塊與PLC連接進(jìn)行通訊,X471串行接口,用于調(diào)試軟件“SimoCom U”的串行通訊。
硬件示意如圖3。
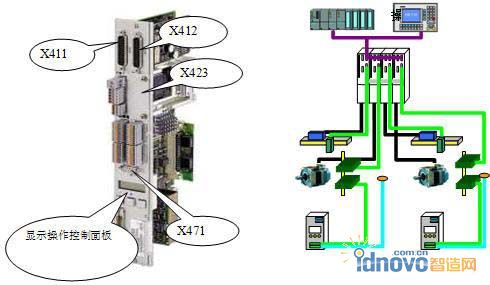
圖3 611U硬件接口及系統(tǒng)網(wǎng)絡(luò)連接圖
為實現(xiàn)功能,必須選擇必要的電氣元件,型號見表2。
表2電氣元件型號

為實現(xiàn)PC與驅(qū)動的通訊,我們必須借助Simens軟件SimoCom U。該軟件是一種用于設(shè)定參數(shù)和啟動系統(tǒng)的工具,具有很強的易用性和功能性。同時,由于導(dǎo)管、閥座的壓裝過程各不相同,為實現(xiàn)導(dǎo)管和閥座的壓裝,編制不同的數(shù)控程序塊,然后通過PLC的判斷及控制,調(diào)用611U的不同程序塊來實現(xiàn)。611U系統(tǒng)提供0-63共64個程序塊供用戶編輯使用,每個程序塊有9個項目,系統(tǒng)中有參數(shù)與程序塊中的項目一一對應(yīng)。因此用戶可以通過輸入?yún)?shù)的方法來編輯程序塊,但運用這種方法必須對參數(shù)及其與程序塊的對應(yīng)關(guān)系非常清楚,否則無法編輯。另外用戶還可以使用SimoCom U軟件,非常方便、直觀地編輯程序塊。下面具體介紹611U程序塊的9個項目:
(1) No:表示程序塊號;
(2) Command:指定該程序塊的指令類型;
(3) Parameter:與指令類型對應(yīng)的參數(shù);
(4) Mode:位置控制模式;
(5) Position:位置值;
(6) Velocity:運動速度值;
(7) Accel:加速度百分比;
(8) Decel:減速度百分比;
(9) Continue:指令結(jié)束類型。
我們可以通過通訊軟件,對導(dǎo)管、閥座的程序進(jìn)行編輯,程序編輯比較簡單,通過定義表單中的9個項目,達(dá)到利用驅(qū)動控制伺服軸運動的目的。
(1)快進(jìn),使壓頭接近工件:
快進(jìn)程序塊號為56,指令為位置控制(POSITION),位置控制方式下沒有參數(shù)相對應(yīng),位置控制模式是絕對坐標(biāo)(ABSOLUTE),位置值是213mm,運動速度10000mm/min,加、減速度百分比都是100%,指令結(jié)束類型為END,表示執(zhí)行完該程序塊后就結(jié)束執(zhí)行。
(2)壓裝閥座:
閥座壓裝程序塊號為1,指令為位置到達(dá)時檢測壓裝力 (FIXED ENDSTOP),參數(shù)設(shè)置壓裝力值為1000N,指令結(jié)束類型為運動停止而程序繼續(xù)向下執(zhí)行(CONTINUE WITH STOP)。該程序塊運行時,首先電機(jī)運行到達(dá)222mm的位置,到達(dá)的同時監(jiān)控壓力值是否到達(dá)1000N,如果壓力小于1000N驅(qū)動系統(tǒng)出現(xiàn)報警;如果壓力大于1000N則程序繼續(xù)向下執(zhí)行。
(3)導(dǎo)管閥座:
導(dǎo)管壓裝程序塊號為3,指令為位置控制(POSITION),模式是絕對坐標(biāo)(ABSOLUTE),位置值是260.15mm,運動速度9000mm/min,加、減速度百分比都是100%,指令結(jié)束類型為運動停止而程序繼續(xù)向下執(zhí)行(CONTINUE WITH STOP)。
從以上程序我們可以看出閥座的壓裝過程要同時保證壓裝位置和壓裝力,這樣才能滿足加工工藝要求。而導(dǎo)管的壓裝過程只需保證壓裝位置。
4. HBM智能監(jiān)控單元及調(diào)試元件
4.1工作原理及控制方式
HBM監(jiān)控單元在壓裝過程中實時采集壓裝位置和壓裝力信號,并且模擬出以位置為橫坐標(biāo)X軸,壓裝力為縱坐標(biāo)Y軸的2維壓裝曲線。通過參數(shù)設(shè)定監(jiān)控曲線經(jīng)過的區(qū)域來判斷壓裝質(zhì)量的好壞。系統(tǒng)選用帶Profibus DP口的MP85DP HBM監(jiān)控模塊,該模塊有兩個輸入通道,通道1連接磁尺讀頭反饋回來的脈沖方波信號來監(jiān)控壓裝位置;通道2連接壓力傳感器反饋回來的模擬電壓信號來監(jiān)控壓裝力。
4.2 參數(shù)設(shè)置及調(diào)試監(jiān)控軟件PME Assistant
利用PME Assistant軟件可以使PC機(jī)通過USB適配器連接到HBM單元上,對其進(jìn)行參數(shù)設(shè)置和實時監(jiān)控,HBM系統(tǒng)提供32組曲線參數(shù)可供用戶編輯、選擇,每一組參數(shù)可以設(shè)定若干個曲線的窗口,對采樣的曲線進(jìn)行判斷。
在實際應(yīng)用中,壓裝閥座使用的是HBM的第1組參數(shù),參數(shù)設(shè)置了兩個曲線窗口:接近窗口和結(jié)束窗口(見圖8),參數(shù)中指定曲線必須從接近窗口的左邊或者下邊進(jìn)入窗口從右邊穿過窗口,然后在結(jié)束窗口里結(jié)束,否則就判斷該閥座壓裝不合格。
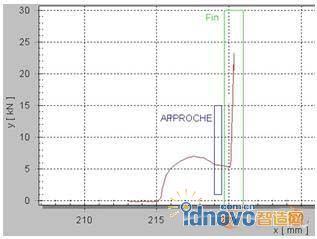
圖4 HBM閥座壓裝曲線圖
導(dǎo)管壓裝使用的是HBM的第2組參數(shù),參數(shù)設(shè)置了壓力和位置兩個窗口(如圖9),壓裝曲線必須穿過壓力窗口,在位置窗口結(jié)束,這樣就能精確的保證導(dǎo)管的壓裝深度。
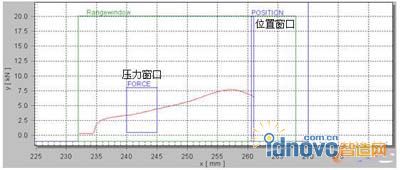
圖5 HBM導(dǎo)管壓裝曲線圖
5.結(jié)束語
通過HBM智能模塊及伺服驅(qū)動反饋系統(tǒng),我們能實現(xiàn)較為復(fù)雜的位置、力矩控制系統(tǒng)。同時,直線進(jìn)給伺服驅(qū)動也逐漸在機(jī)械加工中得到運用。新技術(shù)的運用,自動化儀表與伺服驅(qū)動技術(shù)的有機(jī)結(jié)合,使機(jī)床自動化更加豐富。借助現(xiàn)場總線控制技術(shù),計算機(jī)網(wǎng)絡(luò)使得監(jiān)控系統(tǒng)更加完善,機(jī)床自動化設(shè)計也更加豐富多彩,逐步向遠(yuǎn)程監(jiān)控?zé)o人職守自動化工廠發(fā)展。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計案例教程中文版AutoCAD 建筑設(shè)計案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項目教程 第3版 [繆希偉 主編] 2012年P(guān)DF