加工如圖7.4所示的平面凸輪輪廓,毛坯材料為中碳鋼,尺寸如圖7.5所示。零件圖中23mm深的半圓槽和外輪廓不加工,只討論凸輪內(nèi)滾子槽輪廓的加工程序。
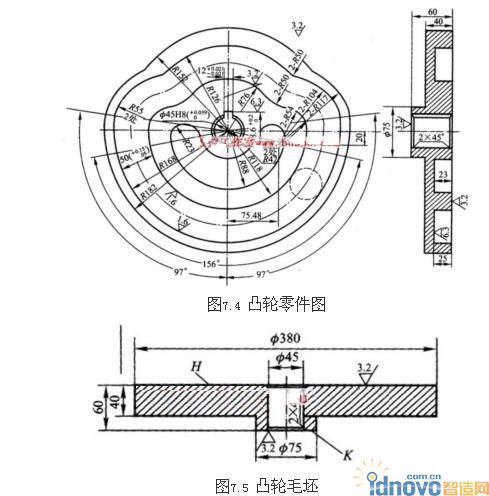
1、工藝分析
裝夾:以ф45㎜的孔和K 面定位在,專用夾具裝夾。
刀具:用三把ф25㎜的四刃硬質(zhì)合金錐柄端銑刀,分別用于粗加工(T03)、半精加工(T04)和精加工(T05)。為保證順利下刀到要求的槽深,要先用鉆頭鉆出底孔,然后再用鍵槽銑刀將孔底銑平,因此還要一把ф25㎜的麻花鉆(T01)和一把ф25㎜的鍵槽銑刀(T02)。
工步:為達(dá)到圖紙要求的表面粗糙度,分粗銑、半精銑、精銑三個(gè)工步完成加工。半精銑和精銑單邊余量分別為1~1.5mm和0.1~0.2mm。在安排上,根據(jù)毛坯材料和機(jī)床性能,粗加工分兩層加工完成,以避免Z向吃刀過深。半精加工和精加工不分層,一刀完成。刀具加工路線選擇順銑,可避免在粗加工時(shí)發(fā)生扎刀劃傷加工面,而且在精銑時(shí)還可以提高表面光潔程度。
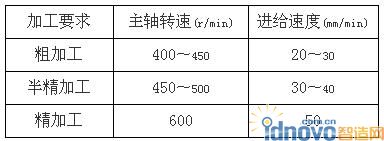
切削參數(shù):根據(jù)毛坯材料、刀具材料和機(jī)床特性,選擇如表7.1所示的切削參數(shù)。
表7.1 切削參數(shù)
2、數(shù)據(jù)計(jì)算
選擇ф45㎜孔的中心為編程原點(diǎn),考慮到該零件關(guān)于Y對(duì)稱,因此只計(jì)算+X一側(cè)的基點(diǎn)坐標(biāo)即可。計(jì)算時(shí)使用計(jì)算機(jī)繪圖軟件求出。如圖7.6所示。
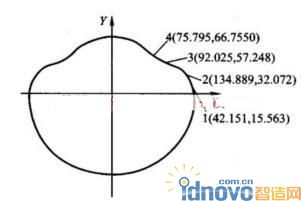
圖 凸輪輪廓線基點(diǎn)計(jì)算
3、加工程序
為完成分層粗加工、半精加工和精加工的全部工藝內(nèi)容,程序中反復(fù)使用刀具半徑補(bǔ)償功能。為使凸輪槽內(nèi)外輪廓線都能做到順銑,程序編成兩段,且起點(diǎn)和終點(diǎn)方向不同。為簡(jiǎn)化程序,將基點(diǎn)軌跡編成子程序,由主程序反復(fù)調(diào)用。加工程序如下:(略)
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF