本文給出了一則臥式加工中心的鏜孔程序實例。
圖1為軸承支座零件圖。工藝為:在臥式加工中心上一次裝夾,使用反鏜固定循環等功能,不轉動工作臺,以保證同軸度要求。
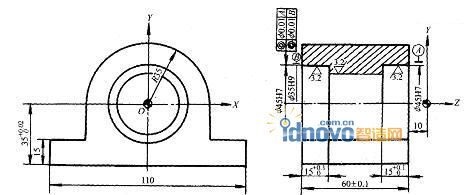
圖1 軸承支座
O1001
N10 M06 T01
N20 G00 G90 G55 X0 Y0 Z0
N30 M03 S350 M08
N40 G76 G99 Z-85.0 R-5.0 Q0.3 F40 采用精鏜循環鏜f 35H9孔
N50 M05 M09
N60 G30 Y0 M06 T02
N70 M03 M08
N80 G43 H02 G00 Z0
N90 G76 G99 Z-25.0 R-5.0 Q0.3 采用精鏜循環鏜f 45H7右側孔
N100 M05 M09
N110 G30 G49 Y0 M06 T03
N120 G00 G43 H03 Z0
N130 M03 M08
N140 G87 G99 Z-85.0 R-100.0 Q6.0 采用反鏜循環鏜f 45H7左側孔
N150 G49 G30 Y0
N160 M05 M09
N170 M30
程序特點:
1)使用G55設定加工坐標系,加工前用參數設置。
2)有三次換刀指令G30,實現鏜不同孔的目的,臥式加工中心換刀時Y軸必須回參考點(N60、N110和N150)。
3)用刀具長度補償處理不同長度的鏜刀,使其達到工作點位置一致。
4)程序結束使用M30,使程序執行完自動復位到程序起始位置。待下一個零件裝夾完后,再按一次循環啟動,又開始新一輪的加工。為了這樣不停地循環加工,N150程序段的作用除及時消除刀具長度補償外,還使Y軸回到換刀位置,為執行N10程序段作好了準備。
5)在精鏜孔循環中,退刀時有一讓刀動作,操作者在刀庫中裝刀時,應特別注意鏜刀的刀刃方向。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF