MasterCAM在自動編程中的進刀方式,通常可以由系統內定,但對于有特殊要求的時候如何指定下刀點或是進刀路線呢?日前,在為某企業加工“異型 接口法蘭”過程中,在編程時由于零件的復雜性和加工工藝的特殊要求,因此 要強調MasterCAM的進刀點和進刀路線,通過探究之后終于找到了適合的編程方式,解決了問題。

一、固定點進刀
在加工過程中,由于工藝及設備的限制往往要求編程時確定刀具的進刀點,即從固定點進刀,下面詳細介紹這一過程。
按照某一工序的工藝要求,設置進刀點為上表面中心處,即要求每次進刀時都要從此點開始切削加工。以輪廓粗加工為例,首先使用“點”命令繪出一個點,作為進刀點,如圖2所示。
先后點按“刀具路徑/外形銑削”再拾取剛才的點,并串接內輪廓線,如圖3所示。

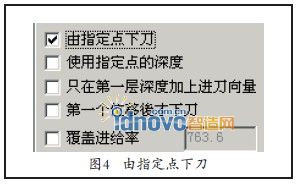
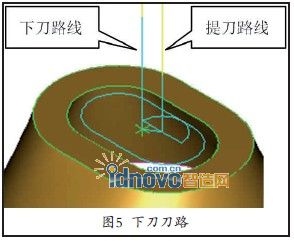
點“執行”命令,打開“外形銑削”對話框,在“外形銑削參數”里點取“進/退刀向量”打開對話框。勾選“由指定點下刀”前的方框,如圖4所示。點擊“確定”生成刀路,注意,在這里由于沒有勾選“由指定點提刀”前的方框,所以提刀刀路由系統自動生成,如圖5所示。
二、螺旋下刀的下刀點
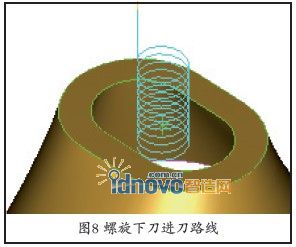
先后點按“刀具路徑/挖槽”再取圖2的點,并串接內輪廓線,如圖3所示。點“執行”命令,打開“挖槽”對話框,在“粗切/精修參數”里勾選“螺旋式下刀”前的方框,如圖6所示。再點按“螺旋式下刀”按鈕,打開“螺旋/斜插式下刀之參數設定”對話框,勾選“將進入點設為螺旋的中心”前的方框,如圖7所示。

點擊“確定”生成刀路,注意,在這里由于沒有勾選“由指定點提刀”前的方框,所以提刀刀路由系統自動生成,如圖8所示。
三、參考點的設定
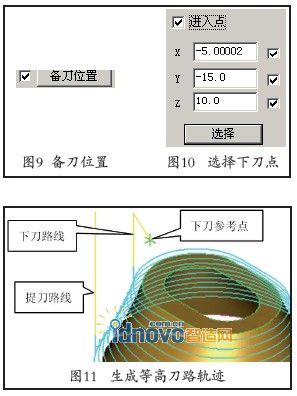
先后點按“刀具路徑/曲面加工/粗加工/等高外形”,點拾要加工的外曲面,點“執行”命令,打開“曲面加工-等高外形”對話框,勾選“備刀位置”前的方框,如圖9所示。再點按“備刀位置”按鈕,打開“備刀位置”對話框,選擇已繪出的下刀點,如圖10所示,點擊“確定”生成刀路,如圖11所示。
四、輪廓加工中的進刀方式
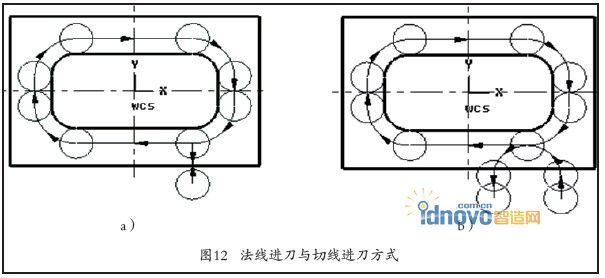
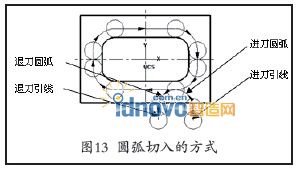
輪廓加工進刀方式一般包括法線進刀和切線進刀,如圖12中(a)、(b)所示。法線進刀由于容易產生刀痕,但進刀的路線較切線進刀短,可以提高效率。而在一些表面質量要求較高的輪廓加工中,通常采用加一進刀引線再圓弧切入的方式,如圖13所示,使圓弧與加工的第一條輪廓線相切,能有效地避免因法線進刀而產生刀痕,而且在切削毛坯余量較大時,離開工件輪廓一段距離后下刀再切入,起 到了保護立銑刀的作用。
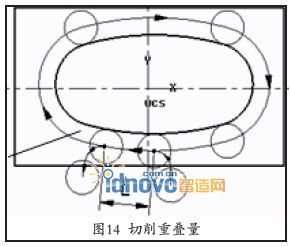
對于有更高精度要求的加工,采用切線進退刀的同時,還應沿輪廓線多走一個重疊量L,可以有效避免因進刀點和退刀點在同一位置而產生的刀痕。重疊量L 的大小只需1~2mm即可,如圖14所示。
五、挖槽和型腔加工中的進刀方式
對于封閉的型腔零件加工,下刀方式主要有垂直下刀、螺旋下刀和斜線下刀三種。
1.垂直下刀
鍵槽銑刀其端部刀刃通過銑刀中心,有垂直吃刀的能力,但是鍵槽銑刀只有兩刃切削,加工時的平穩性也就較差,因而表面粗糙度較低,所以采用鍵槽銑刀直接垂直下刀并進行切削,通常只用于小面積切削和被加工零件表面粗糙度要求不高的情況下。大面積的型腔一般采用先鍵槽銑刀(或鉆頭)垂直進刀后,再換多刃立銑刀加工型腔。
2.螺旋下刀
通過螺旋下刀的方式可避開刀具中心無切削刃部分與工件的干涉,使刀具沿螺旋朝深度方向漸進從而達到進刀的目的,這樣可以在切削的平穩性與切削效率之間取得一個較好的平衡點。螺旋下刀有其固有的弱點,如切削路線較長、在比較狹窄的型腔加工中往往因為切削范圍過小無法實現螺旋下刀等,所以有時需采用較大的下刀進給或鉆下刀孔等方法來彌補,選擇螺旋下刀方式時要注意靈活應用。
3.斜線下刀
斜線下刀時刀具快速下至加工表面上方一個距離后,改為以一個與工件表面成一角度的方向,以斜線的方式切入工件來達到Z 向進刀的目的,斜線下刀方式作為螺旋下刀方式的一種補充,通常 用于因范圍的限制而無法實現螺旋下刀時的長條形型腔加工。
六、結束語
綜上所述,正確理解數控銑削加工中各種進刀方式的特點和適用范圍,同時結合銑削的工藝性等問題,在編程中根據具體情況設置合理的切削參數,在生產實踐中加以靈活變通和應用,可提高加工效率,改善零件表面質量,對于避免接刀痕、過切等現象的發生以及保護刀具都有重要意義。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF