本文介紹了數(shù)控線切割之錐度切割的相關內(nèi)容。
1)首先必須輸入下列參數(shù):
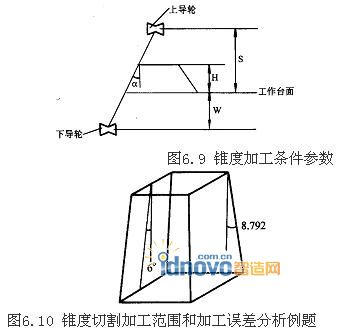
①上導輪中心到工作臺面的距離S。
②工作臺面到下導輪中心的距離W。
③工件厚度H。如圖6.9所示。
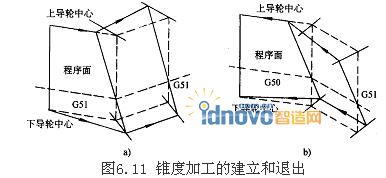
2)錐度加工的建立和退出
①錐度加工的建立和退出過程如圖6-10所示:建立錐度加工(G51或G52),退出錐度加工(G50)
②程序段必須是G01直線插補程序段,分別在進刀線和退刀線中完成。
③如圖6.11a所示。圖中的程序面為待加工工件的下表面,與工作臺面重合。
④錐度加工的建立是從建立錐度加工直線插補程序段的起始點開始偏擺電極絲,到該程序段的終點時電極絲偏擺到指定的錐度值,如圖a所示。
⑤錐度加工的退出是從退出錐度加工直線插補程序段的起始點開始偏擺電極絲,到該程序段的終點時電極絲擺回0°值(垂直狀態(tài)),如圖b所示。
3)錐度切割加工范圍和加工誤差分析
① 錐度切割加工范圍:±6°/50mm(不同的機床錐度切割加工范圍一般不相同)。
此值只適合于輪廓光滑連接的圖形。
對于輪廓不光滑連接的圖形,因棱邊錐角是相交兩面的復合角,其值大于面上的錐角,因此當面上的錐角為6o時,棱上的錐角將大于6°,不能切割。
例如,切割錐度為6°的正方棱錐體時,棱上的錐角為8.792°,已超出±6°的切割范圍,因此不能切割。如圖6.10所示。
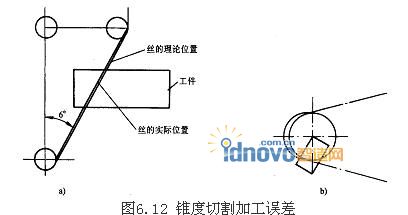
② 錐度切割加工誤差。
a.快走絲線切割機床是以導輪支撐高速運行的鉬絲,當進行錐度加工時,其支撐切點隨著錐度的形成會有較小的變化。因此,不可避免地會帶來切割誤差。
b.隨著U軸的移動,鉬絲受偏擺拉力作用,會在導輪槽內(nèi)產(chǎn)生不同的滑移趨勢,而產(chǎn)生不同的V方向誤差;這一誤差不易作定量計算,只能作定性分析。
c.快走絲錐度切割誤差是不可避免地由導輪切點變化引起的。因此在錐度切割時,為了提高切割精度,可以沿棱線45°方向進刀,或是將工件擺放成某一角度,以使導輪切點變化形成的誤差在尺寸方向上相互抵消。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數(shù)據(jù)處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環(huán)境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF