本文探討了數(shù)控磨床改造中的NUM系統(tǒng)應用研究相關(guān)內(nèi)容。
介紹NUM系統(tǒng)在數(shù)控磨床改造中如何適應磨床特殊要求,應用模擬量控制、動態(tài)操作和E參數(shù)編程解決問題,滿足使用要求。
我公司部分數(shù)控磨床因電氣系統(tǒng)老化,導致不能正常生產(chǎn),需進行數(shù)控改造,在滿足機床使用要求的基礎(chǔ)上,對比各型CNC系統(tǒng)性能、特點及價格后,我們選擇了NUM1020/1040系統(tǒng)。
一、NUM系統(tǒng)介紹
NUM1020/1040 系統(tǒng)是緊湊且功能完善的32位數(shù)控系統(tǒng),特別適合于1~6軸的數(shù)控機床。在硬件方面采用了CMOS電路,光纖通訊技術(shù)及模塊化的設計思想,減少了系統(tǒng)和外部的連線,大大提高了整個機床電氣的可靠性;NUM數(shù)控系統(tǒng)具有很強的開放性、靈活性,CNC內(nèi)部的許多信息都對用戶開放,方便了用戶進行程序的第二次開發(fā),同時提供結(jié)構(gòu)化編程和高級語言編程。具體特點如下:
1. CNC功能
& #8226;控制1~6軸,4軸聯(lián)動,1~2主軸,可分為1~4個軸組。
& #8226;提供交互式的編程模塊,2維CAD軟件PROFIL,ISO編程語言和繪畫式編程語言PROCAM,結(jié)構(gòu)式編程和高級語言編程。
& #8226;工件程序可設4個保護區(qū)。
& #8226;自定義G指令,可用G指令修改已經(jīng)存在的固定循環(huán)或因其它需求而增加新的固定循環(huán)。
& #8226;M功能和PLC功能可調(diào)用子程序。
& #8226;外部E參數(shù)(用戶可以通過E參數(shù)來讀取或改變CNC的狀態(tài))。
& #8226;Dynamic operator(動態(tài)操作)編程。所謂動態(tài)操作是在系統(tǒng)每個系統(tǒng)掃描周期都被執(zhí)行的操作方式,它使用簡單的操作指令可以直接實時處理軸的運動和輸入/輸出。
2. PLC功能
& #8226;內(nèi)置PLC。
& #8226;輸入輸出模塊設計,有效隔離,輸出口負載能力為2A,遠程I/O模塊采用光纜連接,簡化電路設計,提高可靠性。
& #8226;最大256I/O,2個模擬輸入,1個中斷輸入,1個模擬輸出。
& #8226;梯形圖及C語言編程,CRT上可動態(tài)監(jiān)視。
& #8226;PLC圖形界面編輯,用戶可根據(jù)機床特點編寫自己的圖形界面。
二、凸輪磨床介紹
瑞士KOPP公司的FSK21.3數(shù)控凸輪磨床原采用專用系統(tǒng),紙帶機輸入程序,該機床坐標軸為X、Z、C(見下圖),坐標原采用直流伺服后改為SIEMENS 611A交流伺服,與HAIDENHAIN光柵形成全閉環(huán)控制,主軸采用INDRAMAT交流伺服控制。
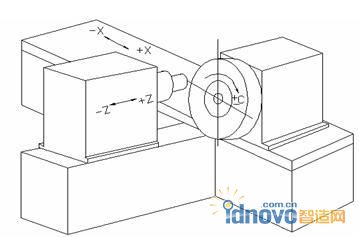
凸輪磨床示意圖
該機床有以下特殊功能:
G01----螺旋插補
G06----拋物線插補
G51----Z軸擺動磨削,定義振蕩寬度及頻率: W--寬度、0.2~32mm,F(xiàn)--頻率、0~60HZ;
M50----擺動停止; M51----擺動開始
G89----砂輪半徑和外型修正,調(diào)用修正循環(huán),提取修正位置文件、修正數(shù)據(jù)文件。
修正位置定義:
K--砂輪半徑, R--X軸修正位置, Z--Z向啟動位置,W-- Z向結(jié)束位置
修正數(shù)據(jù)定義:
A--參考地址, E--進給次數(shù), D--空行程次數(shù), V--修正量, F--進給速度
砂輪線速度編程:S--0~35 m/s
尤其是擺動磨削功能是X軸、C軸進行插補時,要求Z軸按一定的頻率和行程擺動,以提高零件光潔度,這要求系統(tǒng)具有多任務處理的能力。
三、改造方案
從公司實際運轉(zhuǎn)的機床來看,SIEMENS 840C、FANUC 18系統(tǒng)可滿足機床功能要求,但是系統(tǒng)價格高,技術(shù)支持少,二次開發(fā)工作量大,由于軸、主軸伺服驅(qū)動保留,二者均為模擬接口,我們選擇NUM1020GS 系統(tǒng)改造該設備,利用NUM系統(tǒng)的Dynamic operator(動態(tài)操作功能)及外部E參數(shù)編程實現(xiàn)機床功能要求。
我們定義功能指令如下:
G151:Z軸振蕩ON
G150:Z軸振蕩OFF
格式:G151 EW**EP**
說明:EW---振蕩寬度, EP---振蕩頻率
該指令主要用于凸輪精加工,程序在執(zhí)行過程中遇到指令G151,Z軸便在當前位置進行寬度為EW的振蕩,而不影響加工程序的執(zhí)行,除非用G150指令來取消。
G100:螺旋線插補循環(huán)
格式:G100 X**C**F**
說明:X, C---終點處X, C軸的絕對坐標值, F---進給速度
G106:拋物線插補
格式:G106 X**C**P**Q**F**
說明:X, C---終點處X, C軸的絕對坐標值, P, Q---起點、終點的切線角
F---進給速度
G189:砂輪修正循環(huán)
格式:G189 EF**EN**ER**
說明:EF---粗、精修正選擇, EN---修正次數(shù),ER---修正量
砂輪半徑、修正位置等數(shù)據(jù)儲存在刀具偏置表中,在程序運行時自動計算與更改。
G196:主軸線速度編程
格式:G196 ES**
說明:ES**---砂輪線速度
四、應用總結(jié)
通過以上改造方案,我們成功恢復該凸輪磨床的正常加工性能,使停機一年多的設備重新投入運轉(zhuǎn),機床運行穩(wěn)定可靠,操作較簡單。
在成功改造凸輪磨床后,我們使用NUM1020/1040系統(tǒng)改造了德國產(chǎn)DRH2/1500雙柱立式磨床,改造德國產(chǎn)SS13程控緩進磨床為數(shù)控磨床,改造德國產(chǎn)P250H程控滾齒機為數(shù)控滾齒機等,均取得了較好的效果。
NUM系統(tǒng)在以上設備的成功應用,充分發(fā)揮了其良好的開放性和靈活性,表明在舊設備改造上有較強適應性可滿足舊機床多種特殊要求,性價比較高。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數(shù)據(jù)處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎(chǔ)培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機械A(chǔ)utoCAD 項目教程 第3版 [繆希偉 主編] 2012年P(guān)DF