本文探討了NILES普通磨齒機(jī)數(shù)控技術(shù)的相關(guān)內(nèi)容。
本文介紹了用NUM1040數(shù)控系統(tǒng)對NILES ZSTZ315/630 C3磨齒機(jī)進(jìn)行數(shù)控化改造的方案和相應(yīng)設(shè)計(jì)內(nèi)容。
1. 引言
我公司從原東德進(jìn)口的幾臺ZSTZ315/630 C3磨齒機(jī),加工精度好,效率高。但由于是七十年代設(shè)計(jì)的產(chǎn)品,電氣控制采用繼電器邏輯,不僅體積大,結(jié)構(gòu)復(fù)雜,維修困難,特別是經(jīng)過近二十年的使用,備件耗盡,繼電器觸點(diǎn)損壞嚴(yán)重,近幾年故障率高。由于潤滑充分,該機(jī)床的導(dǎo)軌,絲杠,絲母,滑臺及工作臺的蝸輪蝸桿等磨損不大,機(jī)床機(jī)械精度保持較好。最近我們用NUM1040數(shù)控系統(tǒng)和相應(yīng)的驅(qū)動及伺服電機(jī)對分度工作臺1、X軸進(jìn)行了數(shù)控化改造,機(jī)械上取掉了所有掛輪,不僅操作簡單,還提高了傳動精度。電氣控制全部用PLC代替原來的繼電器邏輯,簡化了電路結(jié)構(gòu)。經(jīng)檢測加工出的齒輪累積誤差達(dá)到0.0052mm,齒距偏差0.0038mm,6齒距差 0.0046mm,徑跳0.009mm,加工工件精度一致性好,改造取得完全成功。
2. 數(shù)控改造方案
ZSTZ315/630 C3磨齒機(jī)的主要參數(shù)如下:
工作臺直徑:315mm/630mm 工作臺承載:200kg/400kg
X軸行程:360mm 砂輪磨削角:14~26度
滑座沖程長度:20~225mm 沖程次數(shù):75~315/Min
原機(jī)床的運(yùn)動通過各類機(jī)械傳動來完成,分度工作臺(B軸)和X軸根據(jù)加工齒輪的大小,模數(shù)和齒數(shù)使用三級掛輪實(shí)現(xiàn)展成磨削運(yùn)動。改造后X和B軸伺服電機(jī)軸分別通過連軸器直接與各自絲杠連接,取消掛輪減小傳動誤差。為了降低改造成本,縮短改造周期,經(jīng)過研究論證,確定數(shù)控化改造方案如下:
(1)用NUM1040數(shù)控系統(tǒng)對磨削加工的展成運(yùn)動進(jìn)行控制,用交流數(shù)字驅(qū)動模塊MDLA和BPH伺服電機(jī)驅(qū)動X和B軸,利用電機(jī)內(nèi)置3072線編碼器組成半閉環(huán)控制。運(yùn)用數(shù)控系統(tǒng)對X和B二軸聯(lián)動和插補(bǔ)運(yùn)算完成各種齒輪型面的加工。
(2)利用NUM1040系統(tǒng)內(nèi)置的PLC功能模塊對機(jī)床操作、液壓、冷卻、潤滑、砂輪起/停和滑臺沖程等實(shí)現(xiàn)控制,取代了原機(jī)床的繼電器邏輯線路,提高了機(jī)床穩(wěn)定性和可靠性。
(3)保留原機(jī)床砂輪修整器的機(jī)械部分,將原來砂輪修整用的直流電機(jī)改為3 x 380V,1200R/Min,30W 的交流微型電機(jī),增加一個小型換相接觸器即可實(shí)現(xiàn)修整1和修整2的功能。
(4)保留砂輪驅(qū)動電機(jī)和滑臺沖程電機(jī),液壓,潤滑和冷卻部分不變。
3. 數(shù)控系統(tǒng)的配置
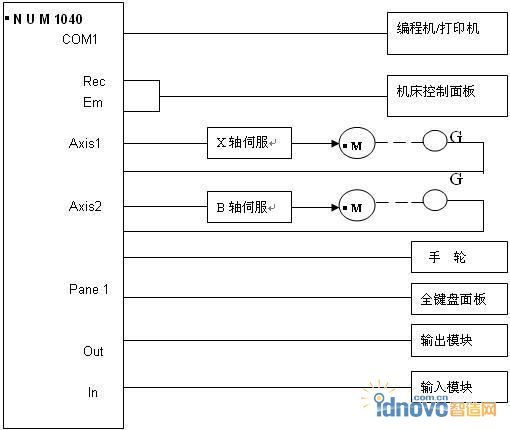
(1)CNC硬件模塊的組成
NUM1040 是集CNC、PLC于一體的全功能數(shù)控系統(tǒng),能控制1-6個軸(4軸插補(bǔ)),基本配置的輸入/輸出點(diǎn)數(shù)是64I/48O(可擴(kuò)展為256I/O),1-3 個手輪,8.4寸液晶彩顯。能實(shí)現(xiàn)從刀具軌跡控制到外部設(shè)備的監(jiān)控。 CNC系統(tǒng)硬件采用了CMOS電路,光纖通訊技術(shù)及模塊化設(shè)計(jì)思想,減少了系統(tǒng)和外界的連線,提高了整個機(jī)床電氣系統(tǒng)的可靠性。系統(tǒng)主要由電源、CNC、驅(qū)動模塊組成。系統(tǒng)軟件具有開放性和友好界面,可提供幫助性編程方式和強(qiáng)大的通信功能,完善的絲杠螺距誤差補(bǔ)償和多種插補(bǔ)方式,用戶可以方便地根據(jù)加工特性需要編寫自己的固定循環(huán)。系統(tǒng)的硬件配置如下:
(2)PLC程序的模塊化設(shè)計(jì)
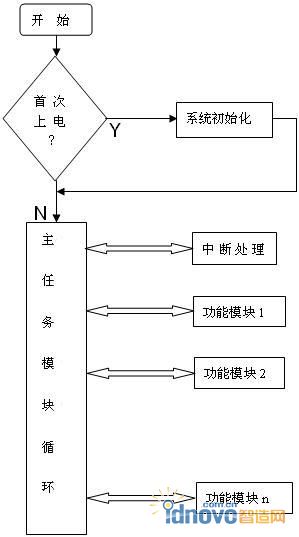
NUM 數(shù)控系統(tǒng)為內(nèi)置式PLC結(jié)構(gòu),本機(jī)床外加二塊32輸入/24輸出(輸出帶繼電器,每只繼電器有動合/動開觸點(diǎn)各2對)I/O擴(kuò)展板。采用梯形圖編程語言,模塊化程序設(shè)計(jì),根據(jù)控制功能PLC程序編寫成多個模塊,每一個模塊完成指定功能,各功能模塊統(tǒng)一由主任務(wù)模塊循環(huán)調(diào)用。這樣設(shè)計(jì)的程序可讀性強(qiáng),邏輯控制可靠性高。主要模塊有:
%INI—系統(tǒng)初始化模塊:完成控制系統(tǒng)參數(shù)的設(shè)置與優(yōu)化檢查。I/O端口、定時(shí)器、計(jì)數(shù)器預(yù)置。堆棧、數(shù)據(jù)保護(hù)區(qū)、數(shù)據(jù)交換區(qū)的起始地址及容量的確定等。
%TS—主任務(wù)模塊:完成對各功能模塊% FP的循環(huán)調(diào)用。
%TP1~n—功能模塊:處理與CNC的數(shù)據(jù)交換;伺服軸進(jìn)給控制;功能代碼處理,砂輪修整控制;滑臺運(yùn)動控制;操作面板處理,報(bào)警文本處理等。
%TH—中斷處理模塊:實(shí)時(shí)處理隨機(jī)事件。
PLC控制程序流程圖如下:
4. 結(jié)束語
該磨齒機(jī)床主要用于磨削漸開線圓柱型齒輪。采用展成 — 分度原理磨削漸開線齒形,用錐形砂輪按齒條和齒輪嚙合原理生成漸開線齒廓。X和B兩個數(shù)控軸合成實(shí)現(xiàn)展成運(yùn)動,在展成運(yùn)動的同時(shí),旋轉(zhuǎn)的砂輪連同滑臺一起沿齒向往復(fù)運(yùn)動,一次展成循環(huán)過程,生成一個漸開線齒面。
工作臺是數(shù)控回轉(zhuǎn)運(yùn)動,當(dāng)展成到分度位置時(shí),砂輪自動退回脫離與工件的接觸,工件分度到下一個齒槽,分度的大小和精度由控制系統(tǒng)確定。對不同大小、模數(shù)和齒數(shù)的齒輪,數(shù)控系統(tǒng)自動計(jì)算,控制展成和分度運(yùn)動。
該機(jī)床改造以來,因?yàn)樘岣吡藱C(jī)械傳動精度,加之合理使用間隙和螺距誤差補(bǔ)償能力,工件加工精度和工作效率有所提高。機(jī)床性能穩(wěn)定可靠,運(yùn)行以來未發(fā)生重大故障,據(jù)初步統(tǒng)計(jì),故障率較改造前降低80%以上。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF