隨著齒輪制造工業對齒輪在變速箱中傳動噪聲和降低制造經濟成本方面的要求不斷提高,傳統的滾齒-剃齒-熱處理-精整工藝安排由于能力有限,無法滿足這一要求。如果釆用對硬齒面磨齒工藝,最後再釆用珩齒的方法,又由于制造成本太高而令齒輪制造者猶豫不決。Gleason-HURTH公司推出釆用獨特的Spheric HoningTM球面技術的強力珩齒工藝,很好地解決了這一矛盾,為齒輪制造者提供一種可供選擇的高性能硬齒面加工工藝。
強力珩齒工藝的開發
傳統珩齒工藝的最大珩磨余量小于10微米,因而無法徹底改善齒輪的齒面幾何形狀,也無法滿足對齒面形狀作提前修正的要求,齒輪的精度和質量完全取決于珩齒前的精加工工藝。Gleason-HURTH公司于1993年推出了全新開發的強力珩齒機床和Spheric HoningTM(球面珩齒)工藝。到2002年底,已經發運了超過105臺釆用這一特殊工藝的強力珩齒機床。
“強力珩齒”的通常定義為:在熱處理後直接采用珩齒方法,對較大的加工余量進行珩磨的獨立精加工工藝。該工藝在不同領域對傳統珩齒工藝進行許多改善,例如:
* 機床結構、機床數控軸的運動、機床剛性、加工結果要求、工裝夾具、加工工具等;
* 工藝策略:珩磨輪修整工藝和齒輪珩齒工藝的選擇;
* 工具:珩磨輪材料,珩磨輪直徑;
* 以及它們的工作環境。
強力珩齒工藝的特點
加工和珩齒機理
珩磨輪和工件是處于雙面契合狀態,珩磨輪的軸線與工件的軸線具有一定的軸交角,形成一種軸線交錯的雙曲線式斜齒輪的配合狀態。接觸點沿齒向方向的相對滑動,與展成運動中沿齒形方向的相對滑動運動的疊加,最終在齒面上產生了典型的珩齒加工弧線紋理。這一點與磨齒不同,珩齒工藝不會在齒面上產生周期循環式的齒面紋理,使得齒輪在傳動過程中的契合頻率保持在一個非常低的頻譜范圍內,降低了噪聲。
珩磨工具
由于在加工經濟成本方面的考慮,在對外齒輪加工時通常使用樹脂粘結劑或玻璃粘結劑形式的可修整珩磨輪進行加工。當珩磨輪的珩磨效果降低或者齒形的形狀發生了變化,這時就需要對珩磨輪進行重新修整(修整循環)。珩磨輪的精密修形是在珩齒機上,通過采用特殊設計的金剛石涂鍍層的金剛修整輪在機床修整循環中實現。此外,在修整循環中還需要使用金剛修整滾輪(金剛石鍍層的鋼質圓柱體),對珩磨輪內齒的齒頂進行修整,以降低珩磨輪輪齒的齒高,防止與工件契合時產生乾涉。
Spheric HoningTM球面珩齒
“Spheric”代表的是珩磨輪與工件之間的相對球面運動,這種運動可以看成為類似于剃齒的軸向、切向、對角和徑向運動的擴展。
Spheric HoningTM球面珩齒的優點,特別對于雙面契合循環來說,是左齒面和右齒面的任意點都是在恒定控制下進行加工。這一點對于齒面的接觸發生在軸交點之外的契合狀態來說非常重要。在珩齒時,還可以采用不同的進給策略或走刀循環組合,同時不會在進給策略變化之間造成加工的中斷。
例如,在徑向進給循環中,珩磨輪與工件的齒面之間的契合斑點很大程度上覆蓋了整個齒面,可以將大部分金屬余量切除,以獲得最基本的齒面形狀。之後通過采用連續轉換的空間進給方式,一直進給到接近最終要求的珩磨輪與工件的中心距位置。這時珩磨輪與工件齒面的接觸斑點為橢圓接觸斑點,此時的珩齒作用為光整齒輪表面,并且加工要求的齒向修形。緊接著的球面珩齒運動模式使珩磨輪與工件之間的契合斑點進一步減少,并且通過一種控制的運動方式,對齒輪齒廓進行系統修整甚至拓撲修形。這意味Spheric HoningTM球面珩齒技術可以用來對齒輪副進行契合齒廓的修形,以改善齒輪副在運動過程的噪聲。 #p#分頁標題#e#
因此Spheric球面運動允許工程師設計任意形式的齒向方向的修形,而這種齒向修形可以系統地通過機床的運動方式得到實現,而無需對珩磨輪修整工具(金剛修整輪)進行特殊的設計和修正就可以實現。與其它的強力珩齒相比,Spheric HoningTM球面珩齒具有決定性的優點:齒向方向的修形不再依賴于金剛修整輪,機床的運動增強了工藝的靈活性。齒形方向的修形可以通過金剛修整輪的設計齒形最終獲得。
釆用Spheric HoningTM球面珩齒技術的機床概念
如圖1所示,球面運動軸Vx、Vy、Vz和VA相對應于機床的各個運動軸。除了這些必要的運動軸,珩磨輪工具的旋轉軸C1 和工件主軸的旋轉軸C2也復合在機床中。在加工中,C1軸和C2軸可以相互t合組成不同的工作方式,以改進最終的產品加工質量。例如消除徑向跳動的同時提高齒距精度。根據不同的工作模式,C1軸和C2軸可以通過電子齒輪箱聯動強度的變化實現絕對扭矩控制或位置控制加工模式。CNC系統在對C1軸和C2軸進行電子齒輪箱聯動控制的同時,還對其它的機床數控軸進行控制。
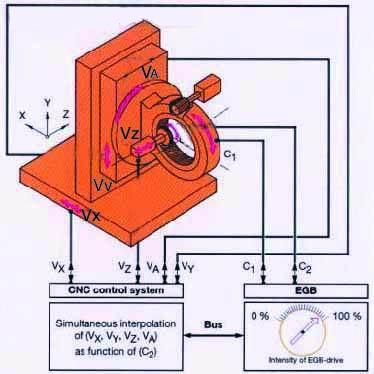
圖1 數控系統對各個CNC數控軸控制和電子齒輪箱
當重合系數非常不利,或者需要系統對齒距或徑向跳動進行控制時,在這種情況下對于粗加工之後的工件,特別是接觸條件非常差的工件,或者工件具有非常大的誤差,通過電子齒輪箱實現強力聯動作用是獲得最終良好加工質量的唯一手段。在通過電子齒輪箱聯動進行絕對位置控制循環時,珩磨輪齒上將承受最大的應力,因此,在珩齒工藝中是否采用電子齒輪箱進行絕對位置控制珩齒,一般根據實際的加工要求和珩前毛坯精度質量的狀態來作決定。為保證金剛修整輪修整珩磨輪內齒時珩磨輪的精度不會因修整而造成降低(齒距誤差、徑向跳動、齒形誤差),所有的修整循環必須釆用電子齒輪箱聯動控制循環。以下為電子齒輪箱的應用特點:
* 在修整循環中釆用全聯動的方式,可以提供最高的珩磨輪修整精度;
* 靈活的工藝循環策略來自從扭矩控制的主軸聯動,到通過電子齒輪箱EGB聯動獲得工件主軸與珩磨輪主軸運動的穩定性(電子剛性主軸聯動),到適應性主軸穩定性;
* 對左齒面和右齒面進行均衡的金屬加工余量控制;
* 對齒距累計誤差和徑向跳動進行有目標的修正改善;
* 支持重合系數不理想工件和珩前狀態不穩定的工件加工;
* 通過工件珩磨余量上限和下限的適應性檢查,在實際工件珩磨前挑出尺寸超差的工件。
機床結構
上述的機床概念被設計成兩種型號的機床,分別覆蓋不同產品的加工領域和應用。
ZH 250機床的最大可以加工的工件直徑為250毫米,并且能夠安裝外徑為400毫米的珩磨輪。機床結構為非常緊湊的全封閉結構,帶有分別用于加工工件和更換工件不同作用的兩個獨立分區。Vz軸是專門用來更換工件的上料軸。上料時,直接將工件裝到位于獨立上料室的左部工件主軸頭架上,然後工件隨工件頭架通過Vz軸向右運動到位于加工室內的珩磨輪頭架中,緊接?機床控制尾架向前運動,對工件進行夾緊。尾架系統安裝在傾斜的床身上,這樣可以保證將切削力最大程度上轉移到機床床身,以防止任何不利的機床變形。這一點對于實現齒面系統修形的可靠性來說極其重要,同時對減少加工工件的徑向跳動誤差和齒距誤差,也具有重要的意義。
ZH 125型號的珩齒機是專門針對工件直徑不超過125毫米的工件而開發。機床為立式結構,占地面積更小。機床的運動原理與ZH 250機床完全一致,但是Z軸方向的運動(工件軸向方向的運動)通過珩磨輪頭架實現,這種結構可以使工件的頭架和尾架在整個工件的珩齒循環中固定在工作臺上。在加工過程中,加工的反向作用力直接作用到機床床身,保證了機床的剛性。對于盤類零件的加工,無須使用輔助尾架支撐。只有當加工軸類零件時,才需要頭架和尾架相互配合,對工件進行夾緊和支撐。 #p#分頁標題#e#
工具策略
Gleason-HURTH公司采用其獨立的、并且注冊了的專利珩磨輪修整策略,即全新概念的變軸交角的珩磨輪修整工藝。在珩磨輪的每次修整中,使軸交角作為中心距的函數不斷地進行連續調整,這樣可以保證珩磨輪與工件或修整輪恒定的接觸,而且珩磨輪輪齒的齒形形狀在整個珩磨輪壽命中保持不變,因而使產品在珩磨輪整個壽命過程中的質量非常恒定。
如果釆用恒定軸交角加工工藝,每次珩磨輪修整後齒形將不斷變化,因此珩磨輪的厚度使用非常有限。但是對于變軸交角加工工藝就沒有這樣的限制,珩磨輪甚至可以使用到只要保證珩磨輪頭架與工件不會發生乾涉的珩磨輪極限薄度為止,因此珩磨輪的壽命可以數倍地延長,使得單件加工成本大幅度下降。同時,避免了頻繁更換珩磨輪浪費輔助時間,進一步提高了生產效率。
當然,變軸交角加工工藝的應用,在某些情況下會受到工件幾何形狀的限制。比如說,帶有軸肩的軸類齒輪,加工只能采用恒定或嚴格限制的軸交角工藝加工,原因是軸交角頭架可能與工件軸肩具有乾涉。
強力珩齒工藝的應用
強力珩齒工藝通常應用于中大批量生產,主要應用于汽車工業、傳統的傳動機械。另外,珩齒工藝還應用在其它領域:粉末冶金齒輪加工和泵齒輪加工,以及其它對噪聲和相鄰齒距有特殊要求的齒輪加工。工件模數范圍介于0.3~4.6毫米之間,工件的直徑約8至252毫米,齒輪的寬度為7至60毫米。一般加工余量的范圍為單齒面25~50微米。對于一些特殊的例子,單齒面加工余量達到80微米(對某些極個別的加工甚至達到135微米)。實際上如果加工余量過大,對控制加工成本并不有利。過大的珩磨加工余量會減少珩磨輪的壽命,同時要延長節拍時間。
大約3/4的強力珩齒機應用于轎車工業。典型的例子為:德國一家領先的變速器制造公司,其變速器的設計為前輪驅動3軸結構。熱處理前全部釆用乾式滾齒和乾式倒稜去毛刺加工工藝;緊接著釆用真空爐進行齒面硬化,通過采用乾式氣體淬火,可以獲得最小的齒輪變形;通過後續采用球面技術的強力珩齒工藝,將單邊珩磨余量控制在25~30微米。整個變速器中只有倒檔齒輪和差速器齒圈因非常復雜和很大的熱處理變形而無法釆用強力珩齒工藝外,其它所有齒輪都釆用球面珩齒工藝進行加工。

圖2 齒輪加工樣例
通過Spheric HoningTM球面珩齒加工,最終齒輪精度可以達到DIN6級甚至更高,在某些產品加工中可以與磨齒相媲美,如圖2所示 ,而加工成本卻只有磨齒的一半。
齒輪珩齒不僅可以應用于外齒輪,同時也可以應用于內齒輪加工。這時工具(珩磨輪)和工件正好掉轉過來,不需要或者只需要進行很小的修改,就可以在同一臺機床上進行內齒輪的加工。在一些情況下,只需要簡單地把珩磨輪工具安裝在工件頭架上,把內齒輪工件安裝在珩磨輪頭架上,就可以實現加工。珩磨輪類似于加工外齒輪的金剛修整輪,其結構為在鋼基齒輪上鍍上CBN或金剛石顆粒。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF