近年來,單機數控系統逐漸被以微機為核心的群控系統(DNC)所替代,手工編程正向圖形化自動編程過渡,CAD/CAM技術開始被廣泛地運用到制造技術中。由于AutoCAD軟件的強大繪圖和編輯功能,以及開放的DXF數據接口,它已成為圖形輸入平臺和自動編程的重要組成部分。但是,當前許多基于AutoCAD的自動編程系統按加工順序繪圖,未考慮刀具軌跡的自動補償,加工方向需人工設定。對于復雜零件,往往還需要手工確定繪圖參數,有很多不便之處。本文采用ARX開發技術及VISUAL C 6.0,對AutoCAD進行二次開發,使圖形化輸入、編輯、自動尋跡、NC編程、主從通訊過程都在AtuoCAD平臺下完成,以線切割系統改造為目標實現CAD/CAM的集成。
2 系統結構
系統采用主從式控制方式,其中主機采用中檔微機,從機采用單片機系統直接控制線切割機床。一臺主機通過RS—485接口控制多臺從機,充分利用微機的強大功能,進行圖形輸入、輸出、建立切割工藝參數數據庫等工作。主機的自動編程模塊將圖形數據信息轉換成NC加工指令,并將加工指令傳給從機,從機依次執行,完成加工過程。同時,從機根據主機要求反饋數據,為實時控制、自動跟蹤及工藝參數數據庫的建立提供依據。主機軟件系統包括圖形輸入、工藝參數處理、自動編程、仿真、跟蹤和通訊等六大功能模塊(圖1)。
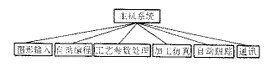
圖1 主機軟件系統結構
3 自動編程技術
自動編程模塊主要解決自動尋跡、加工方向判別、刀具軌跡自動補償等功能,實現CAD/CAM的集成。其流程如圖2所示。

圖2 自動編程軟件流程圖
3.1 獲取圖形數據、生成基本加工閉環
通過AutoCAD繪圖輸入后生成的DXF文件,利用基于特征的信息建模方法,從中獲取加工實體特征信息。系統需要的是實體的幾何信息,因而只需讀取和處理DXF文件的實體段(ENTITIES Section),并存儲有關特征信息。根據這些信息,初步形成零件的輪廓及其構成元素間的拓撲關系。CAD繪圖實體在DXF文件中是按其繪圖順序存放的,與加工順序無關;而在加工閉環中刪除或添加某一實體時,由于DXF文件中的實體并不按加工閉環的順序存放,因此需按端點連接情況重新排序,形成加工閉環。這樣,就使繪圖和加工分離,利用AutoCAD進行圖形輸入時,則不必關心實際加工順序,簡化了數據輸入過程。本系統采用雙鏈表數據結構存儲實體信息,雙鏈表數據結構見文獻。
3.2 判別加工方向
本文采用矢量法判斷加工方向。下面以圖3所示的任一加工閉環為例,來說明加工方向的判別算法。
首先遍歷雙鏈表,找出離X坐標軸或Y坐標軸最近的端點為加工起點, 即D=MIN(|x-x0|,|y-y0|)。令此點為B點,其在鏈表中前后兩端點分別為A點和C點。可推知,連接B點兩矢量AB、BC的連接情況將唯一確定原圖形的方向。
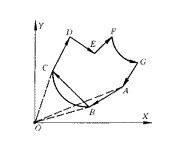
圖3 任一閉環示意圖
采用矢量法來判別三角形ABC的方向。為便于編程,按如下原則將矢量方向所屬象限分類。設點A(xA,yA),B(xB,yB),C(xC,yc),則AB=OB-OA=(xBi yBj)-(xAi yAj)=(xB-xA)i-(yB-yA)j
當xB-xA>0,yB-yA≥0時,AB∈Ⅰ象限;
當xB-xA≤0,yB-yA>0時,AB∈Ⅱ象限;
當xB-xA<0,yB-yA≤0時,AB∈Ⅲ象限;
當xB-xA>0,yB-yA<0時,AB∈Ⅳ象限。
根據加工起點的選擇原則,可推知矢量AB、BC不可能在同一象限,從而使判斷過程簡化。閉環方向判斷流程見圖4。圖4中KⅠ、KⅡ、KⅢ、KⅣ分別表示各象限矢量的斜率。此法編程簡潔,運行速度快,程序執行時間短,能夠精確地實現自動尋跡。
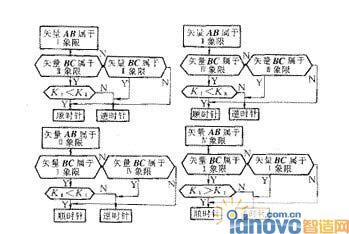
圖4 矢量法判斷加工方向流程圖
3.3 形成實際加工軌跡
在形成實際加工軌跡時,需要考慮加工對象的凹、凸模特性、鉬絲直徑、放電間隙及加工方向等因素的影響,在自動編程系統中確定刀具軌跡補償量,對基本加工路線加以調整,才能保證加工精度。設鉬絲半徑為r鉬,單邊放電間隙為δ電,則加工軌跡偏移補償量為
f=r鉬 δ電 (1)
目標工件輪廓一般由直線和圓弧組成(其它曲線可由直線和圓弧擬合得到),因此調整刀具實際加工軌跡實際上是對圓弧半徑R增大或減小f,和將直線在法線方向上平移f。
設直線兩端點為Ps(xs,ys),Pe(xe,ye),
原直線的一般方程為L: Ax By C=0 (2)
平移f后的直線方程為L′: Ax By C′=0 (3)
其中 ![]() (4)
(4)
A=ye-ys,B=xs-xe,C=xeys-yexs (5)
對于圓弧,R′=R±f (6)
公式(4)、(6)中正負號的選取取決于工件的凸、凹模特性和加工方向。各種情況下的調整情況見參考文獻[2]。系統在進行有關計算時,精確至1μm。對各實體進行相應調整后,便得到刀具實際運動軌跡,從而消除了來自刀具和放電間隙等工藝參數帶來的誤差,提高了加工精度。
實際加工中工件輪廓可能不光滑,出現拐角、尖角等情況,容易造成斷絲、短路、塌角、空程等問題,可添加過渡圓弧(R≥f),使加工軌跡圓滑過渡,從而保護鉬絲,提高加工效率。系統按加工順序對各個實體進行插補運算,把加工命令儲存在文件中,并發送給從機系統進行加工,從而實現了CAD/CAM的集成。
4 結論
本文所介紹的基于AutoCAD 的CAD/CAM技術,已在我院精密儀器廠得到應用,實現了CKX-1型和DMK6732型數控電火花線切割機床的技術改造及群控管理。使用過程中,用戶只需熟悉基本繪圖操作,按設計要求繪圖輸入,而不必關心加工過程。復雜計算及軌跡補償均由自動編程系統完成,從而實現圖形輸入與加工分離。繪圖后通過主機直接控制從機加工,實現了CAD/CAM一體化。系統還可以實現復雜工件輪廓的精確加工。本系統界面友好,操作簡便,能夠精確地進行自動尋跡和刀具軌跡補償,運行穩定可靠,減輕了操作人員的負擔,提高了加工效率。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF