本文探討了ProE二次開(kāi)發(fā)開(kāi)線變位直齒圓柱齒輪實(shí)體模型相關(guān)方法。
1前言
Pro/ENGINEER是由美國(guó)PTC公司開(kāi)發(fā)的三維CAD軟件,在工業(yè)造型設(shè)計(jì)和模具設(shè)計(jì)制造行業(yè)中得到廣泛應(yīng)用。運(yùn)用Pro/ENGINEER軟件,設(shè)計(jì)人員可以在計(jì)算機(jī)上實(shí)現(xiàn)虛擬現(xiàn)實(shí)設(shè)計(jì)和制造。
在Pro/ENGINEER軟件中,Program模塊是自動(dòng)化零件與組合件設(shè)計(jì)的一項(xiàng)重要工具,使用者可以經(jīng)由非常簡(jiǎn)易且高級(jí)的程序語(yǔ)言來(lái)控制特征的出現(xiàn)與否、尺寸的大小、零件的出現(xiàn)與否、零件的個(gè)數(shù)等。當(dāng)零件或組合件的Program設(shè)計(jì)完成后,往后讀取此零件或組合件時(shí),其各種變化情況即可利用問(wèn)答式的方式得到不同的形狀,以實(shí)現(xiàn)產(chǎn)品設(shè)計(jì)的要求。
齒輪雖然在機(jī)械行業(yè)中有廣泛的使用,但Pro/ENGINEER軟件不能直接生成。通過(guò)復(fù)雜的造型設(shè)計(jì)雖可以生成齒輪,但變化齒數(shù)、模數(shù)和變位系數(shù)后,又需進(jìn)行復(fù)雜的設(shè)計(jì)計(jì)算和造型形狀判斷,工作量很大,齒輪的三維造型設(shè)計(jì)成為造型設(shè)計(jì)中望而卻步的工作。本文基于漸開(kāi)線齒輪的生成原理,結(jié)合Program程序,研制出變位直齒圓柱齒輪實(shí)體造型的自動(dòng)化設(shè)計(jì)程序,用戶只要輸入齒輪的設(shè)計(jì)參數(shù)(齒數(shù)z1、z2,模數(shù)m,變位系數(shù)x1、x2,齒槽圓角半徑、齒寬、軸孔直徑、鍵槽高度和寬度)就可以快速地生成齒輪實(shí)體,使用簡(jiǎn)單方便,該設(shè)計(jì)軟件可以廣泛地應(yīng)用于網(wǎng)頁(yè)設(shè)計(jì)和機(jī)械產(chǎn)品造型設(shè)計(jì)中。
2 齒輪齒槽形狀的精確確定
齒形的漸開(kāi)線形狀可通過(guò)高級(jí)Sweep特征設(shè)計(jì)精確地設(shè)計(jì)出來(lái),但齒輪齒槽的形狀與齒輪齒數(shù)、模數(shù)、變位系數(shù)和壓力角有關(guān)。具體地說(shuō),下列兩種情況決定齒槽的形狀:
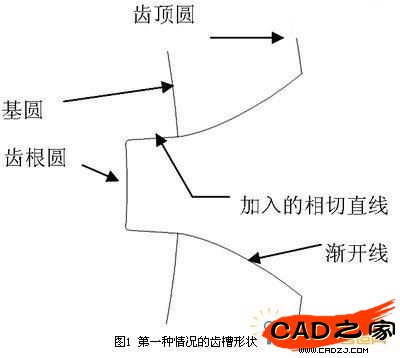
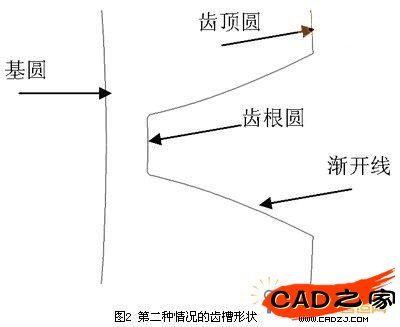
即:齒根圓的半徑小于漸開(kāi)線的基圓半徑時(shí)和齒根圓的半徑大于漸開(kāi)線的基圓半徑時(shí)。為了敘述方便,下文中,分別稱前者為a情況,后者為b情況。因齒輪的嚙合只在漸開(kāi)線部分,因此對(duì)于a情況,設(shè)計(jì)時(shí)可在基圓的以下部分加與漸開(kāi)線相切的直線以連接齒根圓,如圖1所示。而對(duì)于b情況則無(wú)需加相切直線,僅截取漸開(kāi)線的一部分即可,如圖2所示。
3 程序設(shè)計(jì)時(shí)需解決的幾個(gè)關(guān)鍵問(wèn)題
3.1 嚙合角的計(jì)算
變位齒輪的齒頂圓直徑和嚙合角有關(guān),因此設(shè)計(jì)時(shí)必須先由輸入的齒輪設(shè)計(jì)參數(shù)經(jīng)過(guò)復(fù)雜的數(shù)學(xué)計(jì)算得到嚙合角值。
我們知道,外齒合時(shí)的嚙合角計(jì)算公式為:
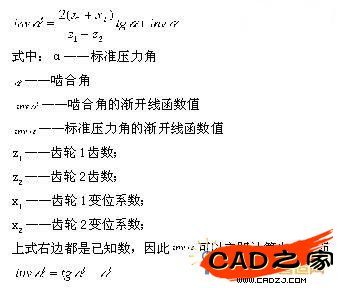
可見(jiàn) 無(wú)法由顯式直接表達(dá)出來(lái),因此也就無(wú)法直接計(jì)算出來(lái)。雖然用C語(yǔ)言可以數(shù)值計(jì)算出
無(wú)法由顯式直接表達(dá)出來(lái),因此也就無(wú)法直接計(jì)算出來(lái)。雖然用C語(yǔ)言可以數(shù)值計(jì)算出 ,但Program自帶的程序不支持C語(yǔ)言,幸運(yùn)的是利用Program自帶的解方程程序可以解出
,但Program自帶的程序不支持C語(yǔ)言,幸運(yùn)的是利用Program自帶的解方程程序可以解出 ,具體的設(shè)計(jì)程序是:
,具體的設(shè)計(jì)程序是:
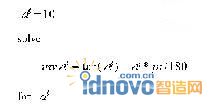
上式中必須賦初值,否則數(shù)值解會(huì)不確定,考慮到嚙合角一般大于10度,所以初值設(shè)為10即可。由于Program程序中三角函數(shù)內(nèi)的角度是度,因此公式右邊最后的應(yīng)處理成弧度,以便和tan同量綱。
3.2 a種情況和b種情況齒輪的調(diào)用
對(duì)于Pro/ENGINEER軟件,在零件設(shè)計(jì)模式下是無(wú)法實(shí)現(xiàn)兩種不同零件的調(diào)用的,但在裝配模式下可以實(shí)現(xiàn)這種調(diào)用功能,具體的方法是:在.asm下新建文件,坐標(biāo)系統(tǒng)為mmns,把a(bǔ)、b兩種情況的齒輪造型在基準(zhǔn)缺省方式下直接裝配在一起,這時(shí)的裝配件是a和b兩種情況齒輪的重疊,Program編程時(shí),通過(guò)判斷齒輪的齒根圓半徑是否大于漸開(kāi)線的基圓半徑來(lái)決定采用a種情況還是b種情況的齒輪。若齒根圓半徑小于基圓半徑,則采用a種情況的齒輪 ;否則,則采用b種情況的齒輪。
4 齒輪的自動(dòng)化設(shè)計(jì)程序流程圖
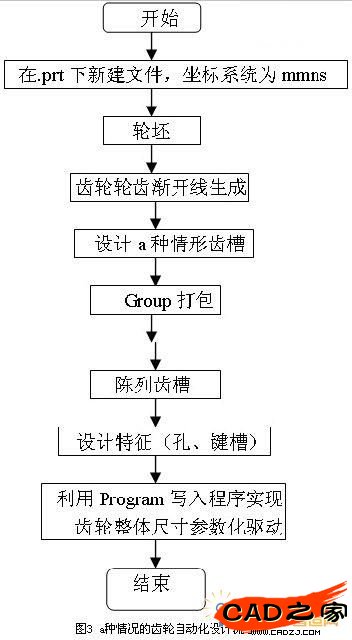
4.1 a、b兩種情況時(shí)的齒輪自動(dòng)化設(shè)計(jì)流程圖
圖3是a種情況時(shí)齒輪的自動(dòng)化設(shè)計(jì)流程圖。b種情況的齒輪自動(dòng)化設(shè)計(jì)流程和上圖類似,只是齒槽設(shè)計(jì)時(shí)改為b種情況即可。
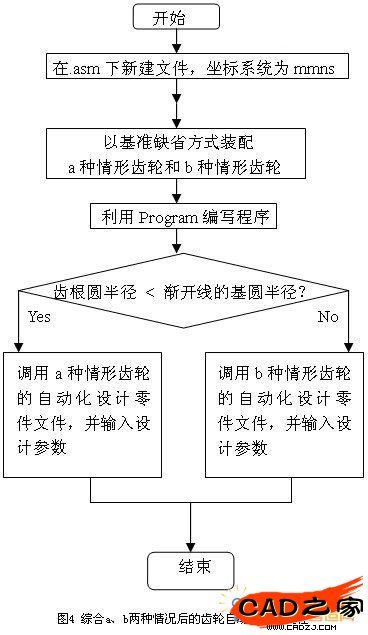
4.2 綜合a種和b種兩種情況時(shí)的齒輪自動(dòng)化設(shè)計(jì)流程圖
綜合a和b情況后的自動(dòng)化設(shè)計(jì)流程圖如圖4所示。
5 源程序
5.1 a種情況的齒輪自動(dòng)化設(shè)計(jì)Program原程序
VERSION
REVNUM 23833
LISTING FOR PART GEAR_A
INPUT
Z1 NUMBER /*齒輪1齒數(shù)
"Enter Z1: "
Z2 NUMBER /*齒輪2齒數(shù)
"Enter Z2: "
M NUMBER /*模數(shù)
"Enter M: "
X1 NUMBER /*齒輪1變位系數(shù)
"Enter x1:"
X2 NUMBER /*齒輪2變位系數(shù)
"Enter x2:"
ALPHA NUMBER /*壓力角
"Enter the pressure angle: "
GEAR_WIDTH NUMBER /*齒輪寬度
"Enter the gear width: "
RAD_FILLET NUMBER /*齒槽圓角半徑
"Enter rad_fillet:"
SHAFT_DIA NUMBER /*軸孔直徑
"Enter shaft_dia:"
KEY_WIDTH NUMBER /*鍵槽寬度
"Enter key_width:"
KEY_HEIGHT NUMBER /*鍵槽高度
"Enter key_height:"
END INPUT
RELATIONS
INVA=TAN(ALPHA)-ALPHA*PI/180
/*標(biāo)準(zhǔn)壓力角時(shí)的漸開(kāi)線函數(shù)值
INVAP=2*(X1+X2)*TAN(ALPHA)/(Z1+Z2)
+INVA
/*計(jì)算嚙合角時(shí)的漸開(kāi)線函數(shù)值
AP=10
SOLVE /*解方程程序
INVAP=TAN(AP)-AP*PI/180
FOR AP
HA=1 /*齒頂高系數(shù)
IF M<1 /*徑向間隙系數(shù)的確定
C=0.35
ELSE
C=0.25
ENDIF
R1 = 0.5*M*Z1 /*齒輪1分度圓半徑
R2 = 0.5*M*Z2 /*齒輪1分度圓半徑
D = R1+R2 /*標(biāo)準(zhǔn)中心距
RD = D*COS(ALPHA)/COS(AP)
/*實(shí)際中心距
RB1 = R1*COS(ALPHA) /*基圓半徑
RF1 = R1-M*(HA+C-X1) /*齒根圓半徑
RA1 = RD-R2+M*(HA-X2) /*齒頂圓半徑
THICK1 = M*(0.5*PI+2*X1*TAN(ALPHA))
/*分度圓上齒厚(弧長(zhǎng))
TOOTH_THICK1=THICK1*COS(ALPHA)
+2*RB1*INVA /*基圓上齒厚(弧長(zhǎng))
ANG_TOOTH_THICK1=TOOTH_THICK1/RB1*180/PI /*基圓上齒厚角(度)
D0=RA1 /*內(nèi)部參數(shù)賦值
D1=GEAR_WIDTH
D2=360/Z1
D3=ANG_TOOTH_THICK1
D4=180/Z1
D5=RB1
D13=RF1
D14=RAD_FILLET
D15=360/Z1
P16=Z1
D36=SHAFT_DIA
D37=KEY_HEIGHT
D38=KEY_WIDTH
END RELATIONS
…………………………
5.2 b種情況的齒輪自動(dòng)化設(shè)計(jì)Program原程序
VERSION
REVNUM 60662
LISTING FOR PART GEAR_B
INPUT
Z1 NUMBER /*齒輪1齒數(shù)
"Enter Z1: "
Z2 NUMBER /*齒輪2齒數(shù)
"Enter Z2: "
M NUMBER /*模數(shù)
"Enter M: "
X1 NUMBER /*齒輪1變位系數(shù)
"Enter x1:"
X2 NUMBER /*齒輪2變位系數(shù)
"Enter x2:"
ALPHA NUMBER /*壓力角
"Enter the pressure angle: "
GEAR_WIDTH NUMBER /*齒輪寬度
"Enter the gear width: "
RAD_FILLET NUMBER /*齒槽圓角半徑
"Enter rad_fillet:"
SHAFT_DIA NUMBER /*軸孔直徑
"Enter shaft_dia:"
KEY_WIDTH NUMBER /*鍵槽寬度
"Enter key_width:"
KEY_HEIGHT NUMBER /*鍵槽高度
"Enter key_height:"
END INPUT
RELATIONS
INVA=TAN(ALPHA)-ALPHA*PI/180
/*標(biāo)準(zhǔn)壓力角時(shí)的漸開(kāi)線函數(shù)值
INVAP=2*(X1+X2)*TAN(ALPHA)/(Z1+Z2)
+INVA
/*計(jì)算嚙合角時(shí)的漸開(kāi)線函數(shù)值
AP=10
SOLVE /*解方程程序
INVAP=TAN(AP)-AP*PI/180
FOR AP
HA=1 /*齒頂高系數(shù)
IF M<1 /*徑向間隙系數(shù)的確定
C=0.35
ELSE
C=0.25
ENDIF
R1 = 0.5*M*Z1 /*齒輪1分度圓半徑
R2 = 0.5*M*Z2 /*齒輪1分度圓半徑
D = R1+R2 /*標(biāo)準(zhǔn)中心距
RD = D*COS(ALPHA)/COS(AP)
/*實(shí)際中心距
RB1 = R1*COS(ALPHA) /*基圓半徑
RF1 = R1-M*(HA+C-X1) /*齒根圓半徑
RA1 = RD-R2+M*(HA-X2) /*齒頂圓半徑
THICK1 = M*(0.5*PI+2*X1*TAN(ALPHA))
/*分度圓上齒厚(弧長(zhǎng))
TOOTH_THICK1=THICK1*COS(ALPHA)
+2*RB1*INVA /*基圓上齒厚(弧長(zhǎng))
ANG_TOOTH_THICK1=TOOTH_THICK1/RB1*180/PI /*基圓上齒厚角(度)
D0=RA1 /*內(nèi)部參數(shù)賦值
D1=GEAR_WIDTH
D2=360/Z1
D3=ANG_TOOTH_THICK1
D4=180/Z1
D5=RB1
D13=RF1
D14=RAD_FILLET
D15=360/Z1
P16=Z1
D116=SHAFT_DIA
D117=KEY_HEIGHT
D118=KEY_WIDTH
END RELATIONS
……………………
5.3 結(jié)合a和b兩種情況后的齒輪自動(dòng)化設(shè)計(jì)Program原程序
VERSION
REVNUM 145
LISTING FOR ASSEMBLY GEAR
INPUT
Z1 NUMBER /*齒輪1齒數(shù)
"Enter Z1: "
Z2 NUMBER /*齒輪2齒數(shù)
"Enter Z2: "
M NUMBER /*模數(shù)
"Enter M: "
X1 NUMBER /*齒輪1變位系數(shù)
"Enter x1:"
X2 NUMBER /*齒輪2變位系數(shù)
"Enter x2:"
ALPHA NUMBER /*壓力角
"Enter the pressure angle: "
GEAR_WIDTH NUMBER /*齒輪寬度
"Enter the gear width: "
RAD_FILLET NUMBER /*齒槽圓角半徑
"Enter rad_fillet:"
SHAFT_DIA NUMBER /*軸孔直徑
"Enter shaft_dia:"
KEY_WIDTH NUMBER /*鍵槽寬度
"Enter key_width:"
KEY_HEIGHT NUMBER /*鍵槽高度
"Enter key_height:"
END INPUT
RELATIONS
HA=1 /*齒頂高系數(shù)
IF M<1 /*徑向間隙系數(shù)的確定
C=0.35
ELSE
C=0.25
ENDIF
R1 = 0.5*M*Z1 /*齒輪1分度圓半徑
RB1 = R1*COS(ALPHA) /*基圓半徑
RF1 = R1-M*(HA+C-X1) /*齒根圓半徑
END RELATIONS
……………
IF RF1
/*a種情況齒輪,否則加入b種情況齒輪
EXECUTE PART GEAR_A
/*執(zhí)行a種情況齒輪
Z1 = Z1 /*外部參數(shù)輸入
Z2 = Z2
M = M
X1 = X1
X2 = X2
ALPHA = ALPHA
GEAR_WIDTH = GEAR_WIDTH
RAD_FILLET = RAD_FILLET
SHAFT_DIA = SHAFT_DIA
KEY_WIDTH = KEY_WIDTH
KEY_HEIGHT = KEY_HEIGHT
END EXECUTE
ADD PART GEAR_A /*加入a種齒輪
INTERNAL COMPONENT ID 39
END ADD
ELSE
EXECUTE PART GEAR_B
/*執(zhí)行b種情況齒輪
Z1 = Z1 /*外部參數(shù)輸入
Z2 = Z2
M = M
X1 = X1
X2 = X2
ALPHA = ALPHA
GEAR_WIDTH = GEAR_WIDTH
RAD_FILLET = RAD_FILLET
SHAFT_DIA = SHAFT_DIA
KEY_WIDTH = KEY_WIDTH
KEY_HEIGHT = KEY_HEIGHT
END EXECUTE
ADD PART GEAR_B /*加入b 種齒輪
INTERNAL COMPONENT ID 40
END ADD
END IF
……………
6 造型實(shí)例
圖5是本二次開(kāi)發(fā)軟件在Pro/ENGINEER軟件中自動(dòng)生成的圓柱齒輪實(shí)體模型。
其設(shè)計(jì)參數(shù)是:
齒數(shù)z1=20 齒數(shù)z2=30
模數(shù)m=3 變位系數(shù)x1=0.1
變位系數(shù)x2=0.2 壓力角=200
齒槽圓角半徑=0.2 齒寬=15
軸孔直徑=20 鍵槽寬度=8
鍵槽高=3

7 結(jié)束語(yǔ)
漸開(kāi)線變位直齒圓柱齒輪自動(dòng)化造型設(shè)計(jì)軟件的成功開(kāi)發(fā)大大地提高了齒輪的造型速度,與傳統(tǒng)的造型設(shè)計(jì)相比,其設(shè)計(jì)效率可提高百倍以上,且對(duì)使用者要求不高。該軟件已在我校的教學(xué)和畢業(yè)設(shè)計(jì)實(shí)踐中推廣使用,并取得了良好的效果。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書(shū)Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書(shū) AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF