在實(shí)際工作中,鈑金件的展開(kāi)計(jì)算對(duì)于工藝人員來(lái)說(shuō)是一項(xiàng)很重要的工作。工藝人員在計(jì)算時(shí),要根據(jù)不同的情況,如:在折彎時(shí)是否有壓板,折彎內(nèi)經(jīng)與板材厚度比的大小等來(lái)查表確定中性折彎線的位移系數(shù),然后根據(jù)位移系數(shù)確定中性折彎線半徑,最后將中性折彎線半徑代人公式計(jì)算出折彎處的展開(kāi)長(zhǎng)度。整個(gè)計(jì)算過(guò)程繁瑣、效率低且容易出錯(cuò)。
以基于特征、參數(shù)化和全相關(guān)而著稱的Pro/ENGINEER(簡(jiǎn)稱Pro/E)軟件,它不僅擁有靈活多變的鈑金件特征構(gòu)建方法,也提供了2種計(jì)算鈑金件折彎處展平長(zhǎng)度的方法,同時(shí)還為用戶進(jìn)行二次開(kāi)發(fā)提供了用戶化工具箱——Pro/TOOLKIT。該工具箱為用戶程序、軟件及第三方程序提供了與Pro/E的無(wú)縫連接。選擇Pro/E作為鈑金件的設(shè)計(jì)和展開(kāi)計(jì)算的平臺(tái),可以大大提高工作效率、簡(jiǎn)化計(jì)算過(guò)程、提高計(jì)算的準(zhǔn)確度。
1 基本方法
1.1 Pro/E中折彎處展平尺寸的計(jì)算方法
方法一:Y因子和K因子法
Y因子和K因子是由鈑金件材料的中性折彎線(相對(duì)于厚度而言)的位置所定義的常數(shù)。中性層的位置取決于設(shè)計(jì)中所用的鈑金件材料類型、板材厚度等,其數(shù)字范圍從0到1,數(shù)字越小代表材料越軟。
K因子是折彎內(nèi)半徑與鈑金件厚度的距離比,如圖1所示。K因子的計(jì)算公式:k因子=δ/T。
Y因子可通過(guò)K因子來(lái)計(jì)算,其計(jì)算公式:Y因子=K因子×(II/2)。Y因子的缺省值為0.50。
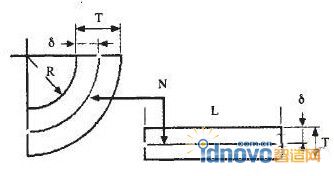
圖1 鈑金件展平示意圖
其中:
δ——折彎內(nèi)半徑與鈑金件邊之間的距離;
T——鈑金件厚度;
L——在正方形之間的展開(kāi)長(zhǎng)度;
R——折彎半徑;
N——中性折彎線。
使用Y因子或K因子計(jì)算鈑金件展平長(zhǎng)度,其計(jì)算公式:
L=(0.57π×R+Y×T)×(θ/90)
在同一鈑金件中,如果應(yīng)用K因子或Y因子計(jì)算展平長(zhǎng)度,軟件將按照某一特定的值對(duì)各個(gè)折彎處進(jìn)行展平長(zhǎng)度計(jì)算,而不考慮因?yàn)檎蹚潈?nèi)徑與板厚比值不同導(dǎo)致的中性折彎線的偏移量不同,從而導(dǎo)致下料時(shí)的尺寸存在較大的誤差。在實(shí)際應(yīng)用中,此方法存在一定的局限性。
方法二:折彎表(Bend Table)法
當(dāng)折彎處是90°時(shí),Pro/E可以根據(jù)折彎內(nèi)徑R和板厚T的不同查找當(dāng)前應(yīng)用的折彎表中對(duì)應(yīng)的展平長(zhǎng)度。如果R或T處在表中兩個(gè)特定的數(shù)值之間時(shí),Pro/E系統(tǒng)會(huì)自動(dòng)利用線形的方式來(lái)預(yù)估;如果R或T的值超出表的范圍,Pro/E系統(tǒng)將利用表中定義好的計(jì)算公式來(lái)求出展平長(zhǎng)度。如果折彎處的角度不是90°時(shí),Pro/E系統(tǒng)會(huì)搜索到相應(yīng)的在90°折彎時(shí)的值,然后這些值乘以θ/90,其中θ為實(shí)際的折彎角度,θ以度為單位。折彎表如圖2所示。用戶可以根據(jù)自己的需要定義自己的折彎表。
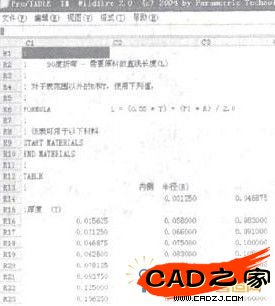
圖2 折彎表
折彎表也有自身的局限性,僅適用于常數(shù)半徑的折彎。對(duì)于可變半徑的折彎,如圓錐、掃描壁、折邊或圓柱,要用Y因子或K因子計(jì)算展開(kāi)長(zhǎng)度。
2.1 Pro/E二次開(kāi)發(fā)的方法
Pro/T00LKIT提供了一個(gè)C的函數(shù)庫(kù),該函數(shù)庫(kù)能夠使用戶或第三方的應(yīng)用程序以一種可控制的、安全的方式訪問(wèn)Pro/E的數(shù)據(jù)庫(kù)。從某種程序上來(lái)說(shuō)Pro/T00LKIT是Pro/E應(yīng)用程序開(kāi)發(fā)者的API(Application Programming Interface應(yīng)用編程接口)。
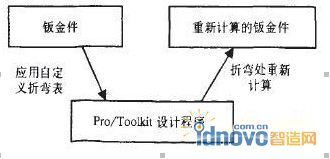
圖3 通過(guò)程序完成自定義折彎表的應(yīng)用過(guò)程
以編程調(diào)用Pro/T00LKIT函數(shù)庫(kù)的方法來(lái)實(shí)現(xiàn)自定義折彎表的應(yīng)用。首先,根據(jù)實(shí)際需要定義折彎表,保存為后綴為.BND的文件。其次,創(chuàng)建菜單欄菜單并定義菜單的動(dòng)作,將選擇的菜單與折彎表相對(duì)應(yīng),并將折彎表應(yīng)用于當(dāng)前的鈑金件。
這種方式在已有的三維鈑金模型的基礎(chǔ)上,通過(guò)修改或藿新定義折彎表來(lái)重新計(jì)算折彎處的展平長(zhǎng)度。其實(shí)現(xiàn)的過(guò)程如圖3所示。
此方法可以使技術(shù)人員在建模時(shí)先不考慮鈑金件材料類型、板材厚度等因素對(duì)展平時(shí)的影響,在設(shè)計(jì)完成后,根據(jù)加工的情況選擇一下自己創(chuàng)建的菜單,程序就會(huì)自動(dòng)調(diào)用不同的折彎表,完成精確的展平計(jì)算,從而大大提高了工作效率。
2 折彎表的創(chuàng)建
2.1 折彎表的格式
折彎表有其特有的格式,在創(chuàng)建時(shí)要嚴(yán)格按照其格式來(lái)編寫(xiě)。一般的折彎表格式可以分為4個(gè)字段,各自段的內(nèi)容和數(shù)據(jù)輸入方式如下:
2.1.1 計(jì)算公式(Formula)字段
此字段用來(lái)輸入鈑金件展平長(zhǎng)度的計(jì)算公式。當(dāng)創(chuàng)建的飯金件模型中的折彎內(nèi)徑及板厚沒(méi)有在表格數(shù)據(jù)段所列的范圍之內(nèi)時(shí),Pro/E系統(tǒng)就以計(jì)算公式所求得的長(zhǎng)度值L作為折彎處的展平長(zhǎng)度。
計(jì)算公式的格式有兩種,分別為:
只有一個(gè)計(jì)算公式。這時(shí),只需直接輸入公式,格式如下所示:
FORMULAL=(0.55*T)+(PI*R)/2.0
此格式下關(guān)鍵字FORMULA必須與公式在同一行中。
多個(gè)計(jì)算公式。有時(shí)用戶需要依據(jù)不同的情況來(lái)選擇不同的計(jì)算公式來(lái)計(jì)算展平長(zhǎng)度,此時(shí)需要使用IF ELSE END IF語(yǔ)句,此語(yǔ)句允許嵌套,格式為:
IF ELSE IF ELSE ENDIF ENDIF
此格式下以關(guān)鍵字FORMULA開(kāi)頭,且其獨(dú)占一行;以END FORMULA結(jié)束,也獨(dú)占一行。
2.1.2 換算公式(Conversion)字段
此字段用來(lái)輸人鈑金件展開(kāi)長(zhǎng)度的換算公式,關(guān)鍵字為CONVERSI0M。
當(dāng)沒(méi)有轉(zhuǎn)換公式時(shí),則系統(tǒng)自動(dòng)以折彎許可值作為折彎處的展平長(zhǎng)度,但當(dāng)折彎處的內(nèi)徑R或板材厚度T不在表格數(shù)據(jù)范圍之內(nèi)時(shí),Pro/E系統(tǒng)就以計(jì)算公式所求得的長(zhǎng)度值L作為折彎處的展平長(zhǎng)度;當(dāng)折彎處的內(nèi)徑R或板材厚度T在表格數(shù)據(jù)范圍之內(nèi),但介于兩個(gè)特定的R值或T值之間時(shí),Pro/E系統(tǒng)就利用線形的方式來(lái)預(yù)估折彎許可值A(chǔ)。
當(dāng)折彎表中有轉(zhuǎn)換公式時(shí),當(dāng)折彎處的內(nèi)徑R或板材厚度T不在表格數(shù)據(jù)范圍之內(nèi)時(shí),Pro/E系統(tǒng)就以換算公式所求得的長(zhǎng)度值L作為折彎處的展平長(zhǎng)度。
換算公式也有兩種格式,如同計(jì)算公式。在多個(gè)計(jì)算公式格式中,以獨(dú)占一行的CONVERSIOM關(guān)鍵字開(kāi)頭,以獨(dú)占一行的END VCONVERSIOM結(jié)束。
2.1.3 材料類型(Material)字段
用戶在此字段以大寫(xiě)輸入折彎表所適合的材料。格式為START MATERIALS END MATERIAL。關(guān)鍵字START MATERIALS和ENDMATERIAL各占一行。
2.1.4 表格數(shù)據(jù)(Table data)字段
表格數(shù)據(jù)字段用來(lái)指定特定的折彎內(nèi)徑R及板材厚度T之下的折彎許可值A(chǔ)。此字段的數(shù)據(jù)常與轉(zhuǎn)換公式搭配使用,如果沒(méi)有轉(zhuǎn)換公式時(shí),介于兩個(gè)特定的R值和T值之間的A值利用線性的方式來(lái)預(yù)估。

圖4 自定義折彎表
2.2 自定義折彎表
根據(jù)實(shí)際加工生產(chǎn)的情況,有的折彎需要壓板,有的折彎不需要壓板。有壓板和沒(méi)有壓板的折彎在展平下料時(shí)其長(zhǎng)度的計(jì)算不同,反映在折彎表上就是同一組R值和T值對(duì)應(yīng)的折彎許可值A(chǔ)不同,所以分別建立了兩個(gè)折彎表table1-metric和table2-metric。tablel-metric應(yīng)用于沒(méi)有壓板的情況,table2-metric應(yīng)用于有壓板的情況。折彎表可以用寫(xiě)字板來(lái)創(chuàng)建,在用寫(xiě)字板編輯、創(chuàng)建折彎表時(shí)應(yīng)注意兩點(diǎn):顯示的內(nèi)容要加雙引號(hào);注釋的內(nèi)容必須在前面加一感嘆號(hào),且要放在雙引號(hào)內(nèi)。創(chuàng)建的折彎表tablel—metric如圖4所示。
3 應(yīng)用實(shí)例
建立如圖5所示鈑金件,展開(kāi)并計(jì)算其展平長(zhǎng)度。第一是應(yīng)用K因子,忽略折彎內(nèi)徑對(duì)中性折彎線的位移系數(shù)的影響,設(shè)K為0.5,計(jì)算得到的展平長(zhǎng)度為661.429mm;第二是應(yīng)用自定義折彎表,當(dāng)應(yīng)用適合沒(méi)有壓板情況下的折彎表時(shí),計(jì)算得到的展平長(zhǎng)度為660.500mm;當(dāng)應(yīng)用適合有壓板情況下的折彎表時(shí),計(jì)算得到的展平長(zhǎng)度為660.408mm。

圖5 鈑金件
在實(shí)際展平計(jì)算中要考慮折彎內(nèi)徑與板厚的關(guān)系,所以按照自定折彎表,不同R值處的折彎選擇應(yīng)用不同的計(jì)算公式來(lái)計(jì)算,使展平計(jì)算出來(lái)的結(jié)果更加精確。
4 結(jié)論
通過(guò)創(chuàng)建折彎表,然后利用VC++6.0調(diào)用Pro/TOOLKIT函數(shù),將創(chuàng)建的折彎表應(yīng)用于當(dāng)前鈑金件模型,使鈑金件模型再生、重新計(jì)算折彎處的展平長(zhǎng)度,這有效的提高了鈑金件折彎展平長(zhǎng)度計(jì)算的精確度,使工藝人員在展平下料計(jì)算的工作不再繁瑣、復(fù)雜,大大提高了工作效率。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書(shū)Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書(shū) AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF