目前,大型電站汽輪機高中壓主汽閥閥體、汽缸體等設備材質多為鑄鋼件,由于鑄鋼件壁較厚、鑄造性能差,內部經常有沙包、縮孔等,在工作應力和熱應力的作用下,上述缺陷區會產生更為嚴重的裂紋缺陷,直接影響設備壽命,并嚴重影響機組的安全運行。
為此,研究并分析鑄鋼件材料的特性,合理選擇補焊材料及補焊工藝已成為鑄鋼件缺陷補焊的必要條件。
1.汽輪機鑄鋼件材料特性及結構特點
1.1 汽輪機鑄鋼件材料特性
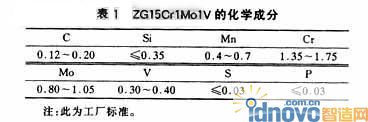
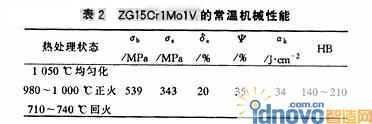
汽輪機鑄鋼件一般于高溫高壓下工作。選用材料為珠光體耐熱鋼,常用的鋼號有ZG15Cr1Mo1V等。ZG15Cr1Mo1V是一種綜合性能較好的珠光體熱強鑄鋼,可在570 ℃長期工作。但該鋼的鑄造性能較差,容易產生裂紋,并且該鋼對熱處理的冷卻速度也相當敏感,容易在鑄鋼件中造成組織與性能不均勻。表1為ZG15Cr1Mo1V的化學成分,表2為ZG15Cr1Mo1V的機械性能。
1.2 結構特點
汽輪機鑄鋼件主要是汽缸體、高中壓主汽閥閥體等,均屬封閉式或半封閉式回轉殼體,殼體的直徑、截面積、外形的變化都很大,鑄鋼件的壁較厚且壁厚變化也大。
2.補焊焊縫化學成分計算
2.1 過渡系數
焊條熔化后進入焊縫金屬里的合金數量取決于焊條熔敷金屬和焊接熔渣的相互作用。隨著焊接條件的不同,合金元素氧化、蒸發、飛濺等損失也各不相同,亦即每種合金元素在焊接時過渡到焊縫中去的系數不同。焊接時合金元素的過渡系數μ:
μ=(C填/C焊條)×100% (1)
式中C填——某合金元素在填充金屬里的含量;
C焊條——某合金元素在焊條中的含量。
另外,焊縫由母材和填充金屬按一定比例組成,焊縫中某合金元素的含量可以通過式(2)計算:

式中C母材——某合金元素在母材中的含量;
θ——母材在焊縫中所占體積的比例,%。
設與母材熔合在一起的焊縫稱底層焊縫,其熔合比θ1=0.3;為便于估算,其它堆敷層的焊縫金屬的熔合比θ2=0。即假設不與母材相熔合的堆焊層焊縫不受母材的稀釋作用,這種假設只是使計算簡便一些。一般情況下堆焊金屬達第3層時,它的熔合比θ3在0.05以下。因此,這樣的假設,對問題的分析和討論不會有很大影響。
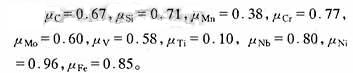
當焊縫是鈦鈣型藥皮時,各種合金元素的過渡系數數值如下:
2.2 不同補焊焊縫化學成分計算
ZG15Cr1Mo1V鋼采用ENiCrFe-3焊條和奧氏體不銹鋼焊條E2-26-21-16(A402)、E0-19-10Nb-16(A132)分別補焊后的底層焊縫和其它堆焊層焊縫的化學成分計算結果見表3~表5。
2.3 不同補焊焊縫組織分析
2.3.1 用ENiCrFe-3焊條(鎳基)補焊ZG15Cr1Mo1V鋼
焊后所得到的補焊金屬中底層焊縫含Ni≥39.65%,Ni Fe≥71.59%,屬于鐵基合金;其它堆焊層含Ni≥56.64%,含Fe較少,只有8.5%,屬于鎳基合金。所有補焊焊縫(包括底層和堆焊層)均為奧氏體相的鐵基合金和鎳基合金組織。
補焊焊縫為奧氏體相的鐵基合金和鎳基合金組織有很大的優越性,主要體現在以下幾個方面。
a. 鎳基焊縫的成分允許變化范圍較大,減輕了因焊接規范不同影響焊縫稀釋率,從而對焊縫成分帶來的影響。
b. 鎳基焊縫對氫不敏感,氫的溶解度大,克服氫對母材的有害作用十分明顯。
c. 鎳基焊縫的熱膨脹系數更接近于母材,從而在補焊及運行過程中引起的殘余應力和附加熱應力均小得多。
d. 鎳基焊縫組織可以抑制母材中的碳擴散問題,減輕了由于碳擴散帶來的不良后果。
2.3.2 用A402焊條補焊ZG15Cr1Mo1V
焊后所得的補焊金屬中底層焊縫成分的鉻、鎳當量為:
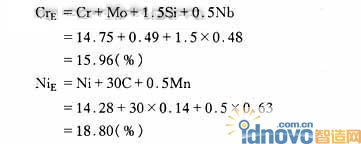



其它堆焊層成分的鉻、鎳當量為:

從舍弗勒(Schaeffler)組織圖可知,該時底層焊縫和其它堆焊層焊縫均為奧氏體形成元素儲備量很多的單相奧氏體組織,見圖1。
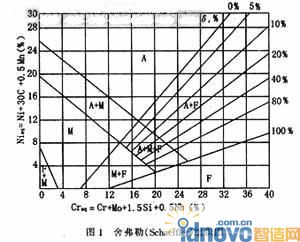
但是,單相奧氏體組織焊縫在補焊及運行過程中存在一些問題急待解決。
a. 由于奧氏體焊縫金屬的線膨脹系數比ZG15Cr1Mo1V高約1.4~1.6倍,在補焊的熱循環作用下,焊縫的膨脹、收縮受到鑄鋼件拘束度大的限制,必然在焊縫和母材的交界處造成較大的應力狀態。運行過程中,由于溫度變化以及啟停的熱循環作用,在接頭的界面將產生附加熱應力,隨著這種熱循環次數的增加,熱應力變化將引起接頭的熱疲勞破壞。
b. 奧氏體焊縫與母材之間的碳擴散問題,導致在近縫區母材側出現脫碳層。
c. 奧氏體焊縫金屬σ相析出脆化問題,在奧氏體晶粒的邊界形成析出物,使奧氏體焊縫的韌性下降。
2.3.3 用A132焊條補焊ZG15Cr1Mo1V
焊后所得的補焊金屬中底層焊縫成分的鉻、鎳當量為:

從舍弗勒組織圖可見,底層焊縫金屬的組織應該是馬氏體加奧氏體;而其它堆焊層金屬的組織是奧氏體加馬氏體,可能還出現鐵素體組織,上述組織是補焊焊縫所不愿得到的,因此一般不采用。
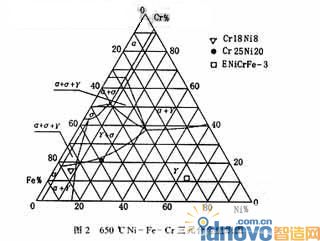
2.4 Ni-Fe-Cr三元合金狀態圖分析
另外,也可從Ni-Fe-Cr三元合金狀態圖分析,得到同樣的結論。圖2為650 ℃時的Ni-Fe-Cr三元合金組織狀態圖。由圖可見,許多奧氏體鋼焊接材料已很接近α γ兩相和σ相析出的區域;而鎳基焊材焊接時需要大量的Fe稀釋才能使焊縫化學成分移入σ相析出的區域。
3. 結論
a. ZG15Cr1Mo1V補焊時,不能選用鉻、鎳含量較低的18-8型奧氏體耐熱不銹鋼焊條,補焊金屬會有馬氏體組織出現。
b. 選用鉻、鎳含量較高的奧氏體耐熱不銹鋼焊條,例如A402焊條,補焊金屬可以得到單相的奧氏體焊縫組織,但由于存在焊縫與母材之間的碳擴散、奧氏體焊縫金屬σ相析出脆化、焊接殘余應力和運行過程中的附加熱應力等問題,補焊區域產生裂紋缺陷的機率增大。
c. 選用鎳基焊材(ENiCrFe-3)補焊ZG15Cr1Mo1V,允許在較大的范圍內選擇化學成分,補焊金屬均能獲得奧氏體相的鐵基合金和鎳基合金。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF