GibbsCAM功能強大,涵蓋了2-5軸的銑加工功能,和車銑復合加工功能。
下面對一零件做2.5軸線加工的技術講解,以增進大家對GibbsCAM軟件2.5軸產品加工的了解。
成型零件效果圖

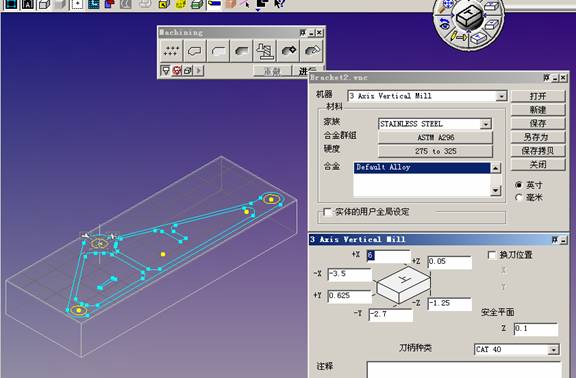
首先建立文檔 (可自行作圖,也支持外界導入)。本例題采用英寸制
上面對話框:在機器欄對應的是各種不同的加工環境(MDD)。此零件我們采用3軸立式加工中心。
下面對話框:設置毛坯,刀具換刀點和安全平面
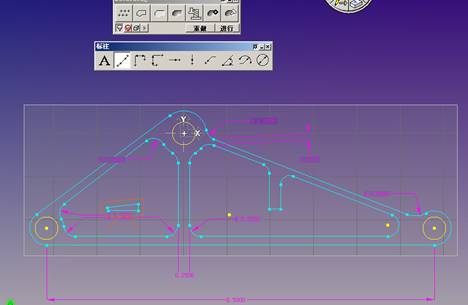
通過GibbsCAM的尺寸分析工具,我們可以確定要使用的刀具尺寸:
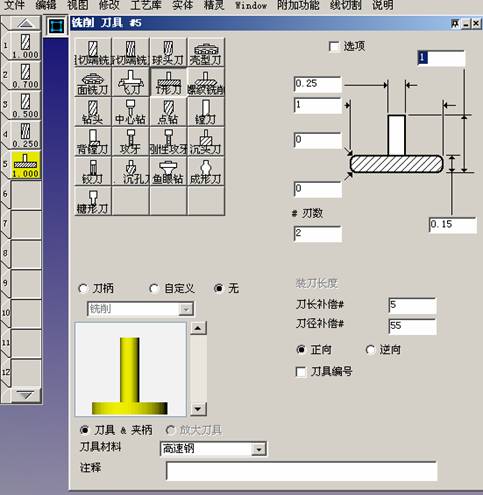
打開刀具對話框,定義本次加工所要使用的刀具,分別定義粗銑刀T1:D1 T2:D0.7,精銑刀T4:D0.25和T5:T型刀D1
去除大余量外圍毛坯:采用T1刀具,GibbsCAM有一個比較特別的功能,可以根據選取的刀具,通過劃線畫出走刀路線。
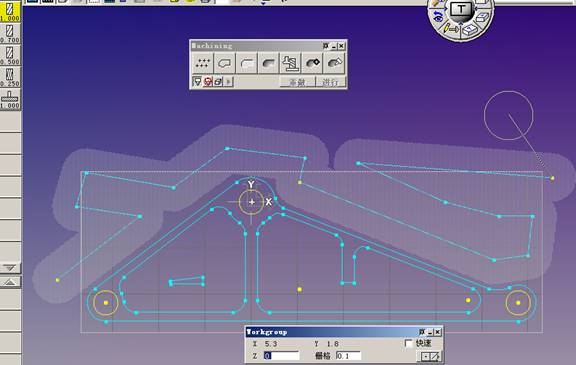
完成此步驟后,把輪廓策略和刀具拖至工序欄,便會自動彈出對話框,拾取所畫走刀路線,點擊線上圓環,確認切削位置。在編程對話框,設置進刀距離0.1,切深-0.75,Z步距0.25,黑色和白色圖標分別可以拖動,白色標記用來確定開始車削位置,黑色標記用來確定結束車削的位置,控制起來相當靈活。
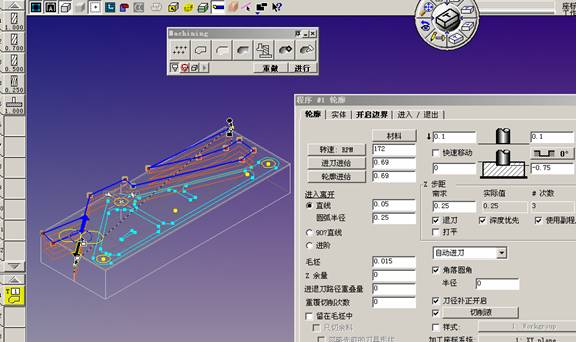
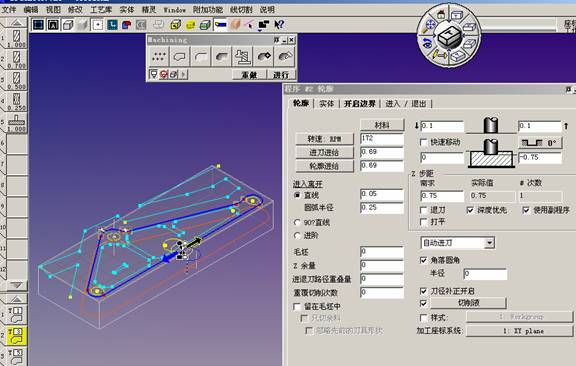
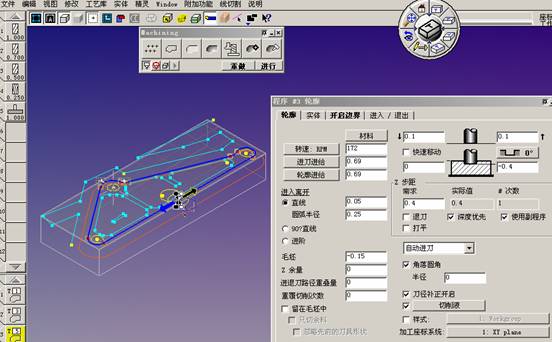
走零件外輪廓:采用T1刀具,打開輪廓編程對話框,拾取輪廓線,點擊線上外切圓環定義刀具外切,設置進刀距離0.1 ,余量0.015切深-0.75,Z步距0.75。
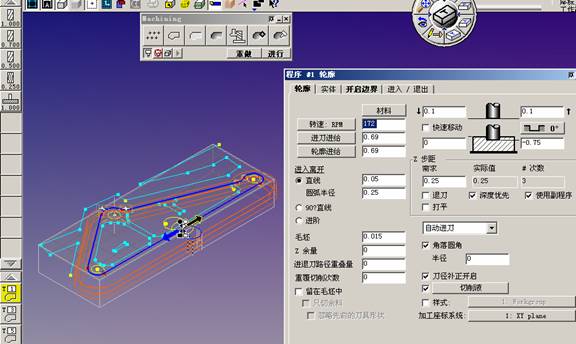
輪廓精銑:采用T3刀具,只需把更換的刀具拖至工序欄,輪廓編程對話框會繼承前面的程序參數,更改余量為0。
銑鍵槽:T5刀具,采用輪廓銑削方式,注意進刀,因為是T型刀,要防止過切,切深-0.4,一刀到位。
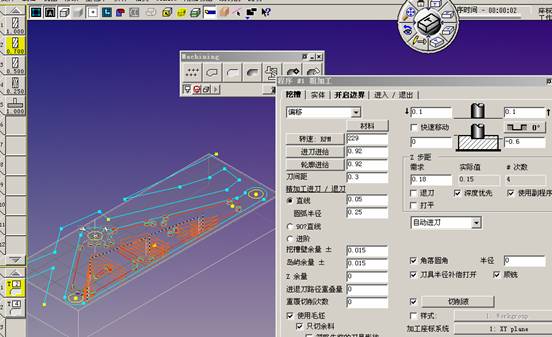
內腔開粗:T2刀具,采用粗加工策略,GibbsCAM2.5軸也是可以繼承毛坯的,我們選擇使用毛坯,就會給下刀加工留下可繼承的殘料。參數設置余量0.015,切深-0.6,Z步距0.18。
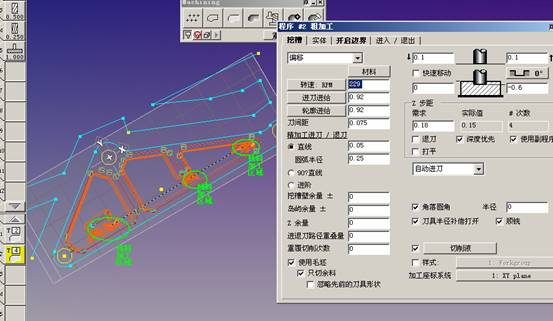
內腔殘料加工:T4刀具,采用粗加工策略,此時GibbsCAM2.5軸就可繼承上次毛坯,只切殘料,減少空刀。參數設置余量0,切深-0.6,Z步距0.18。
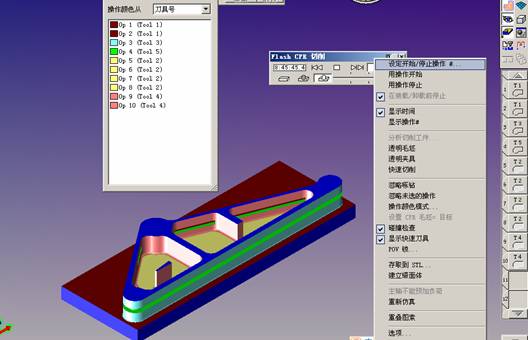
GibbsCAM仿真加工:仿真可以很直接的預覽零件加工效果,檢查零件是否過切,仿真下拉菜單還有豐富的仿真輔助功能,比如加工時間,顏色,物體透明,以及加載機床進行更理想的仿真等等。
以上是GibbsCAM對一典型線零件的2.5軸銑加工,以便使大家了解GibbsCAM除車銑復合以外,2.5軸銑加工同樣靈便,以后我們還會依次介紹3軸,4軸和5軸的銑加工功能。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF