本文以Siemens NX作為開(kāi)發(fā)平臺(tái),以某高速摩托艇產(chǎn)品研發(fā)過(guò)程中涉及的產(chǎn)品逆向工程、裝配設(shè)計(jì)、模具設(shè)計(jì)、數(shù)控加工編程、塑性成型模擬分析等核心關(guān)鍵技術(shù)應(yīng)用研究為對(duì)象,簡(jiǎn)略講述了Siemens NX作為CADCAMCAE的集成平臺(tái),其該產(chǎn)品開(kāi)發(fā)過(guò)程中有效的提高了企業(yè)新產(chǎn)品設(shè)計(jì)制造開(kāi)發(fā)的效率,為企業(yè)創(chuàng)造了巨大的經(jīng)濟(jì)效益。
1 .前言
Siemens NX作為當(dāng)前世界上最先進(jìn)和緊密集成的、面向制造行業(yè)的CAD/CAM/CAE高端軟件,其涉及到工程中的概念設(shè)計(jì)、工業(yè)設(shè)計(jì)、機(jī)械設(shè)計(jì)以及工程仿真和數(shù)字化制造等各個(gè)領(lǐng)域。它提供了一個(gè)基于過(guò)程的產(chǎn)品設(shè)計(jì)環(huán)境,使產(chǎn)品開(kāi)發(fā)從設(shè)計(jì)到加工真正實(shí)現(xiàn)了數(shù)據(jù)的無(wú)縫集成,從而優(yōu)化了企業(yè)的產(chǎn)品設(shè)計(jì)與制造。Siemens NX面向過(guò)程驅(qū)動(dòng)的技術(shù)是虛擬產(chǎn)品開(kāi)發(fā)的關(guān)鍵技術(shù),在面向過(guò)程驅(qū)動(dòng)技術(shù)的環(huán)境中,用戶的全部產(chǎn)品以及精確的數(shù)據(jù)模型能夠在產(chǎn)品開(kāi)發(fā)全過(guò)程的各個(gè)環(huán)節(jié)保持相關(guān),從而有效地實(shí)現(xiàn)了并行工程。Siemens NX作為下一代數(shù)字產(chǎn)品開(kāi)發(fā)軟件,幫助企業(yè)加速產(chǎn)品創(chuàng)新,實(shí)現(xiàn)更高的成本效益。
Siemens NX不僅具有強(qiáng)大的實(shí)體造型、曲面造型、虛擬裝配和產(chǎn)生工程圖等設(shè)計(jì)功能;而且,在設(shè)計(jì)過(guò)程中可進(jìn)行有限元分析、機(jī)構(gòu)運(yùn)動(dòng)分析、動(dòng)力學(xué)分析和仿真模擬,提高設(shè)計(jì)的可靠性。同時(shí),可用建立的三維模型直接生成數(shù)控代碼,用于產(chǎn)品的加工,其后處理程序支持多種類型數(shù)控機(jī)床。通過(guò)NX產(chǎn)品組合全面集成工業(yè)設(shè)計(jì)和造型的解決方案,用戶能夠利用一個(gè)更大的工具包,涵蓋建模、裝配、模擬、制造和產(chǎn)品生命周期管理功能。設(shè)計(jì)專用工具和傳統(tǒng)的CAD、CAE和CAM工具相結(jié)合,提供可獲得的最完整的工業(yè)設(shè)計(jì)和最高級(jí)的表面處理解決方案。Siemens NX的各功能是靠功能模塊來(lái)實(shí)現(xiàn)的,不同的功能模塊實(shí)現(xiàn)不同的用途。Siemens NX的主要功能可以很好的幫助用戶解決包括工業(yè)設(shè)計(jì)、產(chǎn)品設(shè)計(jì)、計(jì)算仿真、工裝模具設(shè)計(jì)、數(shù)控加工編程、工程數(shù)據(jù)管理等方面的問(wèn)題。
如下圖1所示利用Siemens NX作為設(shè)計(jì)平臺(tái)開(kāi)發(fā)出的高速摩托艇SEADANCE,是一種小型采用噴射推進(jìn)的高速動(dòng)力艇,其時(shí)速可高達(dá)100公里以上。該摩托艇由艇身、發(fā)動(dòng)機(jī)、噴射單元、控制系統(tǒng)、操縱系統(tǒng)、儲(chǔ)物箱等部分組成。摩托艇以發(fā)動(dòng)機(jī)為動(dòng)力,具有自重輕、吃水淺、回旋半徑小、動(dòng)力大、能耗低、操縱機(jī)動(dòng)靈活、速度快、抗浪性好、低噪聲、故障率低等特點(diǎn)。主要應(yīng)用在體育運(yùn)動(dòng)、旅游休閑等方面,是一種高級(jí)休閑產(chǎn)品,在國(guó)外使用較為廣泛,目前國(guó)內(nèi)使用的產(chǎn)品主要靠進(jìn)口。該摩托艇采用的是SMC整體復(fù)合成型船體、10000轉(zhuǎn)/分的ECU電噴高速發(fā)動(dòng)機(jī)、導(dǎo)管式螺旋槳噴射推進(jìn)的船機(jī)槳系統(tǒng),所采用的這些技術(shù)在國(guó)內(nèi)均處于領(lǐng)先水平。下述對(duì)利用Siemens NX在該產(chǎn)品研發(fā)過(guò)程中的一些關(guān)鍵技術(shù)應(yīng)用進(jìn)行簡(jiǎn)要介紹。

圖1 SEADANCE高速摩托艇
2 艇身與發(fā)動(dòng)機(jī)總成設(shè)計(jì)與裝配
2.1 摩托艇艇身特點(diǎn)
摩托艇艇身由SMC復(fù)合材料熱模壓工藝成型,因此艇身性能穩(wěn)定一致,強(qiáng)度高,耐腐蝕、耐候性好,重量輕,壽命長(zhǎng)。同時(shí)復(fù)合材料結(jié)構(gòu)可設(shè)計(jì)性好,艇身各部分可由多塊SMC模壓復(fù)合材料拼接而成,所以用 SMC模壓技術(shù)成型玻璃鋼艇身會(huì)發(fā)展迅猛、具有廣闊應(yīng)用前景。特別是在水上娛樂(lè)艇、游艇、摩托艇、沖浪艇和水陸兩用船艇上將廣泛應(yīng)用。在民用的漁船、工程船、海事監(jiān)察船和軍用的艦艇、登陸艇也將被快速使用。
艇身總成主要由上艇身、內(nèi)腔、下艇身三大部分組成,如圖2所示。上艇身除外觀裝飾件安裝外,還包括乘坐駕駛等操作部分的連接。內(nèi)腔則主要安裝發(fā)動(dòng)機(jī)、供油系統(tǒng)、傳動(dòng)裝置、水氣混合排放系統(tǒng)、駕駛控制系統(tǒng)等部分的安裝;下艇身則主要承擔(dān)噴射系統(tǒng)和艇身平衡尾翼等部件的安裝和整艇的支撐作用。下艇身是船體設(shè)計(jì)的核心,其對(duì)承載、克服阻力、破浪性等方面對(duì)整體的性能起著決定性的作用。艇身總成設(shè)計(jì)制造具備如下特點(diǎn):
①在設(shè)計(jì)上,利用逆向工程的原理進(jìn)行艇身設(shè)計(jì)。通過(guò)油泥模型進(jìn)行外觀設(shè)計(jì)后,利用三維激光掃描配合軟件點(diǎn)云數(shù)據(jù)處理,同時(shí)采用先進(jìn)軟件進(jìn)行外觀再造型和后期數(shù)控加工。在船型上利用流體力學(xué)和仿生學(xué)對(duì)艇身進(jìn)行外觀造型,其流線形外觀新穎獨(dú)特,具有較好的美學(xué)效果。采用計(jì)算流體力學(xué)分析船舶航行時(shí)阻力,以合理的完成船機(jī)槳的協(xié)調(diào)設(shè)計(jì)。
②在結(jié)構(gòu)上,對(duì)下艇身與內(nèi)膽等多處結(jié)構(gòu)進(jìn)行局部加強(qiáng),利用整體復(fù)合模壓成型的優(yōu)勢(shì),避免了采用多套模具通過(guò)粘結(jié)加強(qiáng)的方式,尤其是下艇身尾部側(cè)板兩個(gè)區(qū)域加強(qiáng)處,一次減少了兩套模具的開(kāi)發(fā)投入,為成本開(kāi)發(fā)節(jié)約二十多萬(wàn)元的費(fèi)用。
③在工藝上,艇身是國(guó)內(nèi)采用SMC技術(shù)壓制成型的外形尺寸最大,結(jié)構(gòu)較復(fù)雜的深陷異型制品,艇身的所有部件(上艇身、下艇身、內(nèi)襯、隔板)全部采用SMC模壓成型。艇身重量輕、強(qiáng)度高、性能好,同比鋁合金船體從重量和成本上節(jié)省30%以上。該產(chǎn)品通過(guò)模壓其表面光潔度高。
三人乘用水上摩托艇要求不僅外形美觀、速度快等特點(diǎn),其所涉及的關(guān)鍵核心技術(shù)多,該產(chǎn)品與汽車工業(yè)具有相同的特點(diǎn),是國(guó)家工業(yè)制造技術(shù)水平的集中體現(xiàn)。艇身的總成與裝配如下圖4所示,利用Siemens NX的三維設(shè)計(jì)與裝配功能,可以非常容易的檢查出裝配干涉等問(wèn)題,而不必等到實(shí)物裝配暴露出問(wèn)題后再去處理,提前解決了大部分的裝配質(zhì)量問(wèn)題,尤其是艇身與外觀塑料件、操控系統(tǒng)、排水推進(jìn)系統(tǒng)之間的配合更是如此。同時(shí)對(duì)于發(fā)動(dòng)機(jī)上裝、船機(jī)槳之間的配合,利用Siemens NX提前解決了許多無(wú)法預(yù)見(jiàn)的技術(shù)質(zhì)量問(wèn)題,加速了產(chǎn)品的開(kāi)發(fā)效率和生產(chǎn)質(zhì)量。
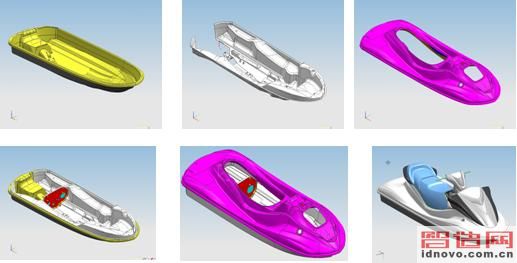
圖2 艇身總成示意圖
2.2 發(fā)動(dòng)機(jī)總成設(shè)計(jì)與裝配
摩托艇發(fā)動(dòng)機(jī)本體主要由曲軸箱體、活塞連桿組、曲軸飛輪組、配氣機(jī)構(gòu)、冷卻潤(rùn)滑系、排放系統(tǒng)、ECU電控系統(tǒng)等部分組成。機(jī)械本體主要由氣缸體、氣缸蓋、氣缸套、氣缸墊和油底組成。利用Siemens NX的三維設(shè)計(jì)與裝配功能,很容易完成該發(fā)動(dòng)機(jī)各個(gè)部件及其總成的三維裝配和工程圖,如下圖3和圖4所示為該高速發(fā)動(dòng)機(jī)的裝配示意圖。同時(shí)利用Siemens NX的運(yùn)動(dòng)分析功能和裝配包絡(luò)干涉分析功能,較好地解決了曲軸、連桿、活塞與缸體及傳動(dòng)部分的運(yùn)動(dòng)協(xié)調(diào)、裝配間隙控制關(guān)系,為該發(fā)動(dòng)機(jī)的裝配、點(diǎn)火、磨合試驗(yàn)的順利成功起到了很好的促進(jìn)作用。
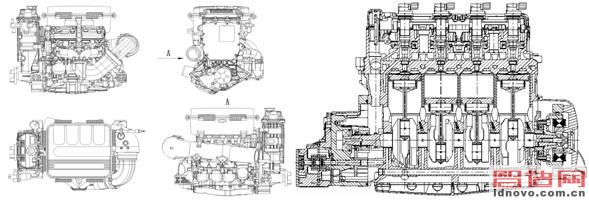
圖3 發(fā)動(dòng)機(jī)機(jī)械總成
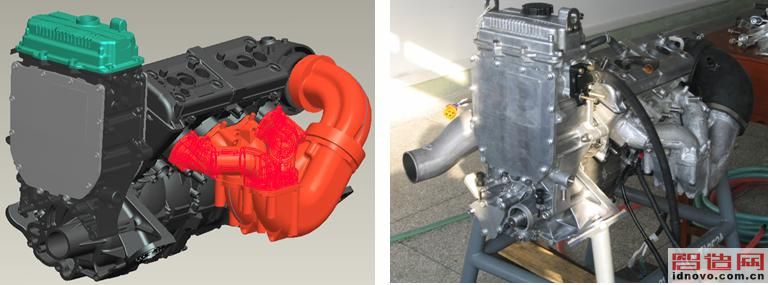
圖4 ECU電噴高速發(fā)動(dòng)機(jī)實(shí)物
3 艇身與發(fā)動(dòng)機(jī)缸體模具設(shè)計(jì)制造
Siemens NX提供了基于專家系統(tǒng)的注塑模(Mold Wizard)、鈑金零件沖壓模(Die Engineer)、級(jí)進(jìn)模(Progressive Die Wizard)等模具設(shè)計(jì)功能,模具專家設(shè)計(jì)系統(tǒng)融入了模具設(shè)計(jì)師的經(jīng)驗(yàn)和系統(tǒng)開(kāi)發(fā)師的智慧,使用它們可以加速模具設(shè)計(jì)速度,提高產(chǎn)品的設(shè)計(jì)質(zhì)量。模具設(shè)計(jì)向?qū)Ъ夹g(shù)提供了基于最優(yōu)實(shí)踐基礎(chǔ)上的、逐步引導(dǎo)式進(jìn)行構(gòu)造的工作流程,使許多企業(yè)的模具設(shè)計(jì)過(guò)程實(shí)現(xiàn)了自動(dòng)化。使得企業(yè)在模具設(shè)計(jì)制造(規(guī)劃、采購(gòu)、詳細(xì)設(shè)計(jì)、電極設(shè)計(jì)、模具制造)的并行展開(kāi),因而縮短了交付時(shí)間。艇身SMC熱壓復(fù)合模具和發(fā)動(dòng)機(jī)缸體壓鑄模具的設(shè)計(jì),充分利用了SiemensNX的曲面造型設(shè)計(jì)、裝配設(shè)計(jì)以及Siemens NX注塑模具向?qū)е械哪>叻帜9δ茉O(shè)計(jì)模塊。由于熱壓模和壓鑄模在模具的結(jié)構(gòu)設(shè)計(jì)上與注塑模有相似的地方,因此在進(jìn)行艇身熱壓模與發(fā)動(dòng)機(jī)缸體的壓鑄模具設(shè)計(jì)時(shí),充分利用模具設(shè)計(jì)的相似性解決模具分模,模具結(jié)構(gòu)設(shè)計(jì)方面的設(shè)計(jì)工作。
3.1 艇身SMC熱壓模具設(shè)計(jì)與制造
摩托艇艇身覆蓋件是目前國(guó)內(nèi)最大的SMC模壓件,加上其外形結(jié)構(gòu)復(fù)雜、鑲嵌件多、成型難度高、配合精度高、耐海水腐蝕等要求;同時(shí)承受著艇的各種運(yùn)行工況作用,因而要求重量輕、比強(qiáng)度高。采用傳統(tǒng)的手糊成型工藝不僅產(chǎn)品質(zhì)量差、技術(shù)含量低、一致性差,而且存在勞動(dòng)強(qiáng)度高、生產(chǎn)效率低、制造成本高等缺陷。艇身采用SMC片狀模塑料壓制成型,將填補(bǔ)國(guó)內(nèi)采用此種方法成型全SMC復(fù)合材料艇身的空白。采用鋼板拼焊整體模具設(shè)計(jì)制造,通過(guò)油循環(huán)加熱實(shí)現(xiàn)SMC艇身的熱模壓,實(shí)現(xiàn)SMC艇身的大批量無(wú)余量生產(chǎn)。SMC模壓最核心的主要依賴于模具的結(jié)構(gòu)設(shè)計(jì)、模壓的時(shí)間、壓力溫度等工藝參數(shù)的合理制定、熱變形的校正措施等。如下圖7所示為SMC模壓成型的艇身下船體模具結(jié)構(gòu)示意圖以及模壓出的產(chǎn)品。該模具結(jié)構(gòu)為封閉式、油循環(huán)加熱成型艇身。此種結(jié)構(gòu)較開(kāi)放式、電加熱型模具,其產(chǎn)品重量可以嚴(yán)格控制、無(wú)飛邊、壁厚一致性好、加熱均勻、維修維護(hù)方便、模壓能耗低等多種優(yōu)點(diǎn)。
Siemens NX系統(tǒng)提供了數(shù)控線切割、車削、銑削編程功能等多種模塊。如鉆空循環(huán)、攻絲和鏜孔等點(diǎn)位加工編程;具有多種輪廓加工、等高環(huán)切行切以及島嶼加工平面銑削編程功能;其提供3~5坐標(biāo)復(fù)雜曲面的固定軸與變軸加工編程功能,可以任意控制刀具軸的矢量方向,具有曲面輪廓、等高分層、參數(shù)線加工、曲面流線、陡斜面、曲面清根等多種刀具軌跡控制方式。系統(tǒng)提供的數(shù)控銑削編程功能模塊包括平面銑削、型芯型腔銑削、固定軸銑削、自動(dòng)清根、可變軸銑削、順序銑、高速銑削等軌跡策略。其切削仿真模塊可模擬2~5軸聯(lián)動(dòng)的銑削和鉆削加工。如圖5所示為利用SiemensNX完成的該摩托艇艇身模具設(shè)計(jì)、模具數(shù)控加工編程、模具實(shí)物和模壓后的產(chǎn)品,Siemens NX在艇身的快速成功開(kāi)發(fā)上起到了至關(guān)重要的作用。
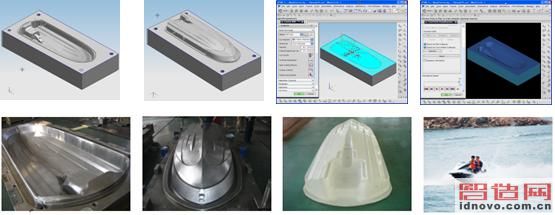
圖5 摩托艇艇身模具設(shè)計(jì)制造與實(shí)物
3.2 發(fā)動(dòng)機(jī)缸體壓鑄模具設(shè)計(jì)
壓鑄是最先進(jìn)的金屬成型方法之一,是實(shí)現(xiàn)少切屑,無(wú)切屑的有效途徑,應(yīng)用很廣,發(fā)展很快。目前壓鑄合金不再局限于有色金屬的鋅、鋁、鎂和銅,而且也逐漸擴(kuò)大用來(lái)壓鑄鑄鐵和鑄鋼件。壓鑄件的尺寸和重量,取決于壓鑄機(jī)的功率。由于壓鑄機(jī)的功率不斷增大,鑄件形尺寸可以從幾毫米到1~2m;重量可以從幾克到數(shù)十公斤。國(guó)外可壓鑄直徑為2m,重量為50kg的鋁鑄件。隨著鑄造的精密性、質(zhì)量與可靠性、經(jīng)濟(jì)、環(huán)保等要求越來(lái)越高,壓力鑄造已從單一的加工工藝發(fā)展成為新興的綜合性的先進(jìn)工藝技術(shù)。如下圖6~圖8所示為利用Siemens NX設(shè)計(jì)后的高速發(fā)動(dòng)機(jī)缸體及其壓鑄模具的結(jié)構(gòu)設(shè)計(jì)與實(shí)物。
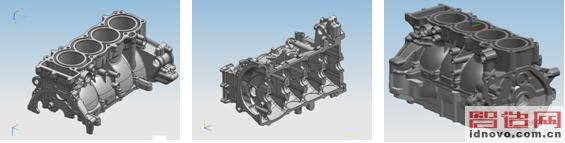
圖6 鋁合金高速發(fā)動(dòng)機(jī)缸體
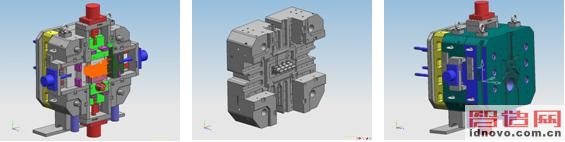
圖7 發(fā)動(dòng)機(jī)缸體壓鑄模具

圖8 發(fā)動(dòng)機(jī)缸體模具
發(fā)動(dòng)機(jī)的制造在我國(guó)制造業(yè)中是難度較高的制造技術(shù)。發(fā)動(dòng)機(jī)缸體缸蓋鑄造成功率低,設(shè)計(jì)和機(jī)械加工難度大。由于摩托艇的發(fā)動(dòng)機(jī)是在特殊環(huán)境下工作的,因此其材料需要具有耐磨、抗熱、抗變形等特點(diǎn),所以設(shè)計(jì)選材具有一定的難度。鋁合金發(fā)動(dòng)機(jī)缸體結(jié)構(gòu)尺寸小、內(nèi)外部型腔結(jié)構(gòu)復(fù)雜,尺寸精度高;同時(shí)其使用轉(zhuǎn)速高功率大等特點(diǎn)對(duì)發(fā)動(dòng)機(jī)缸體的鑄造提出了更高的要求。該發(fā)動(dòng)機(jī)缸體采用的為高磷鑄鐵鑲缸套,在壓鑄時(shí)嵌入到缸體一次成型后進(jìn)行精密機(jī)械加工。缸套的厚度為2mm ,機(jī)械加工后保證最小壁厚不小于1.5mm。上下缸體均為壓鑄鋁合金ADC12(LY12),熱處理時(shí)效為170度、保溫16小時(shí);機(jī)械性能要求抗拉強(qiáng)度大于320Mpa,延伸率不小于5%,彈性模量大于75GPa。
針對(duì)鋁合金發(fā)動(dòng)機(jī)缸體的特點(diǎn),其壓鑄模具的設(shè)計(jì)質(zhì)量對(duì)于缸體的壓鑄有著重要的影響,不僅要滿足缸體空間結(jié)構(gòu)上的要求,同時(shí)要考慮鋁合金材料壓鑄時(shí)的成型工藝,另外對(duì)于壓鑄過(guò)程中的充型、持壓、脫模、保溫等都需要在模具結(jié)構(gòu)設(shè)計(jì)上考慮周全,利用SiemensNX的強(qiáng)大三維設(shè)計(jì)功能以及SiemensNX在工裝模具設(shè)計(jì)專家系統(tǒng)上的優(yōu)勢(shì),較好的解決了該鋁合金發(fā)動(dòng)機(jī)缸體的模具設(shè)計(jì)和壓鑄要求,在國(guó)產(chǎn)高速汽油發(fā)動(dòng)機(jī)缸體的壓鑄模具設(shè)計(jì)和壓鑄成型工藝上取得了較大的突破。如下圖9所示為壓鑄成型及利用SiemensNX的CAM功能進(jìn)行數(shù)控編程,精密加工完成后的鋁合金發(fā)動(dòng)機(jī)缸體實(shí)物。Siemens NX在該發(fā)動(dòng)機(jī)的研制成功應(yīng)用上,不僅促進(jìn)了國(guó)產(chǎn)高速汽油發(fā)動(dòng)機(jī)的設(shè)計(jì)水平,極大的促進(jìn)了鋁合金壓鑄技術(shù)和精密機(jī)械加工技術(shù)的升級(jí)和廣泛應(yīng)用。

圖9 壓鑄鋁合金發(fā)動(dòng)機(jī)缸體
4 螺旋槳數(shù)字化設(shè)計(jì)與制造仿真
該摩托艇其噴射系統(tǒng)主要包括葉輪(螺旋槳)總成、發(fā)動(dòng)機(jī)冷卻水供應(yīng)系統(tǒng)、進(jìn)水?dāng)r網(wǎng)等組成。螺旋槳通過(guò)軸與發(fā)動(dòng)機(jī)輸出采用梅花聯(lián)軸接形式進(jìn)行柔性連接,是推動(dòng)艇運(yùn)行的執(zhí)行機(jī)構(gòu)。該螺旋槳外形尺寸小(直徑156mm,葉片高度不足60mm,葉片最薄處為0.5mm)、重量輕(為1.2Kg)、葉片流道精度要求高。其轉(zhuǎn)速高、推力大(10000r/min,700Kg載荷,達(dá)到1.5g的加速度)、動(dòng)平衡精度高,因而要求其綜合機(jī)械性能好,同時(shí)要防海水腐蝕等耐侯性要求。在研制期間采用五坐標(biāo)精密機(jī)械加工等手段進(jìn)行開(kāi)發(fā),批生產(chǎn)階段采用的是精密鑄造成型,再配合動(dòng)平衡量校正技術(shù)實(shí)現(xiàn)該產(chǎn)品的制造。設(shè)計(jì)出的該螺旋槳如下圖10所示。利用SIEMENS NX完成的螺旋槳幾何模型和有限元網(wǎng)格劃分為后續(xù)的計(jì)算流體水動(dòng)力學(xué)分析模擬、螺旋槳鑄造成型模擬、數(shù)控加工編程仿真等提供了較好的輸入條件。
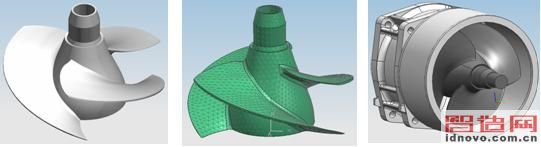
圖10 高速摩托艇噴射式導(dǎo)管螺旋槳
4.1 螺旋槳計(jì)算流體水動(dòng)力學(xué)分析
螺旋槳的水動(dòng)力性能分析是螺旋槳設(shè)計(jì)過(guò)程中不可缺少的環(huán)節(jié),數(shù)值分析技術(shù)是現(xiàn)在螺旋槳水動(dòng)力性能分析的一種重要手段。采用CFD計(jì)算流體力學(xué)模擬分析,可以有效地減少實(shí)驗(yàn)次數(shù)、節(jié)省經(jīng)費(fèi)、加快新產(chǎn)品的研發(fā)過(guò)程。下面講述利用SIEMENS NX配合ANSYS-CFX,對(duì)該三葉螺旋槳進(jìn)行計(jì)算流體力學(xué)分析的模擬仿真的結(jié)果簡(jiǎn)要說(shuō)明,如下圖所示為將Siemens NX的有限元前處理模型導(dǎo)入ANSYS-CFX中進(jìn)行分析的結(jié)果。從分析圖中可以看出,利用Siemens NX和ANSYS-CFX可以非常方便的對(duì)螺旋槳工況進(jìn)行定義,并針對(duì)不同轉(zhuǎn)速工況情況下的螺旋槳速度、壓力、流量、推力進(jìn)行數(shù)值分析。
如圖11為螺旋槳6000r/min情況下,螺旋槳軸向、徑向、旋轉(zhuǎn)的流體速度分布。圖12為10000r/min條件下,螺旋槳的流量、壓力分布圖,從圖中可以看出,葉梢的壓力最大、葉根處壓力最小。針對(duì)該螺旋槳,采用CFX計(jì)算后,其葉片通道流量為3.31Kg/S,總流量為5.5Kg/s。同時(shí)將葉片受力情況導(dǎo)入到強(qiáng)度分析中,從圖13中可以看出其最大變形量發(fā)生在葉片外圍為2.719mm,最大應(yīng)力應(yīng)變發(fā)生的部位以及疲勞強(qiáng)度滿足永久使用要求。
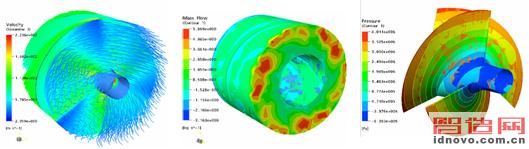
圖11 軸向、徑向、旋轉(zhuǎn)的流體速度分布
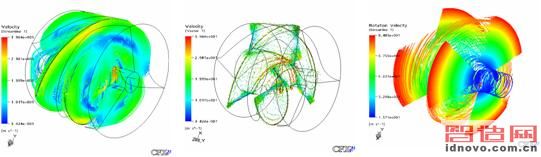
圖12 螺旋槳的流速、流量、壓力分布圖
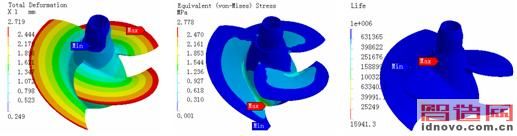
圖13 變形與應(yīng)力強(qiáng)度分布圖
4.2 螺旋槳五坐標(biāo)數(shù)控加工編程仿真
螺旋槳設(shè)計(jì)制造、產(chǎn)品定型早期為有效的進(jìn)行螺旋槳的敞水試驗(yàn),減少鑄造批量生產(chǎn)時(shí)模具的返修工作量以及避免模具報(bào)廢,采用五坐標(biāo)數(shù)控機(jī)床進(jìn)行加工其模型件是非常有意義的。可以實(shí)現(xiàn)縮短開(kāi)發(fā)周期,提高螺旋槳設(shè)計(jì)質(zhì)量,避免設(shè)計(jì)時(shí)參數(shù)的確定、葉片形狀以及螺旋槳的強(qiáng)度等綜合方面的影響。針對(duì)該螺旋槳的結(jié)構(gòu)特點(diǎn),在五坐標(biāo)機(jī)床上進(jìn)行加工時(shí),如何有效的設(shè)計(jì)其刀具加工軌跡路徑,避免機(jī)床干涉、碰斷刀、報(bào)廢零件等方面是非常有必要的。該螺旋槳五坐標(biāo)機(jī)床加工時(shí)分為幾個(gè)組成部分,三軸粗加工排量、刀具側(cè)刃五坐標(biāo)粗精加工葉型、刀具底刃五坐標(biāo)粗精加工流道等。如圖14所示為在Siemens NX環(huán)境下設(shè)計(jì)的該螺旋槳的銑削刀具軌跡示意圖。銑削加工完成后進(jìn)行拋光處理即可得到模樣件進(jìn)行螺旋槳的敞水試驗(yàn)。
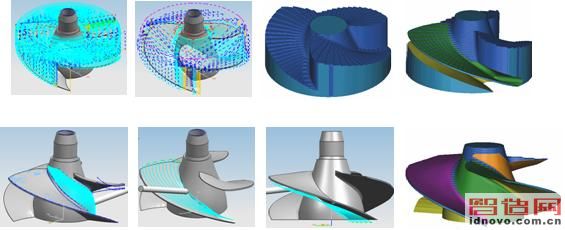
圖14 螺旋槳五坐標(biāo)銑削編程示意圖
針對(duì)該螺旋槳,其鑄造成型方式常用的有真空鑄造、離心鑄造、消失模鑄造等多種方式,其中離心鑄造方案雖然產(chǎn)品的成型理論上一致性容易保證,但其模具投入成本相對(duì)較高,消失模鑄造由于槳葉厚度最薄處只有0.5mm,本身由于其強(qiáng)度要求,采用消失模鑄造其鑄造表面質(zhì)量難以滿足其疲勞強(qiáng)度要求。而采用真空鑄造成型的方案可以兼顧離心鑄造與消失模鑄造的優(yōu)點(diǎn),即可有效保證產(chǎn)品質(zhì)量,同時(shí)又能減小模具的投入費(fèi)用。如15圖所示為分別采用數(shù)控精密加工和鑄造成型大批量生產(chǎn)后的螺旋槳實(shí)物,該螺旋槳經(jīng)過(guò)5萬(wàn)公里的測(cè)試后完全滿足使用要求。

圖15 導(dǎo)管螺旋槳數(shù)控加工實(shí)物和鑄造成型實(shí)物
5 消聲器拉深成型模擬
如下圖16所示的摩托艇發(fā)動(dòng)機(jī)的消聲器,采用的是兩個(gè)半筒形薄壁鋁合金殼體焊接成型,其半筒形殼體采用拉深成型。利用Siemens NX的板料沖壓拉深成型模擬分析功能,如下圖所示,對(duì)該筒形件的展開(kāi)料和回彈進(jìn)行了簡(jiǎn)要分析計(jì)算,提高了產(chǎn)品工藝的設(shè)計(jì)效率。如展開(kāi)料計(jì)算方面,采用Siemens NX模擬計(jì)算的毛料直徑為578.81mm,而采用經(jīng)驗(yàn)公式計(jì)算的展開(kāi)料直徑為560.39mm。分析原因在于其底部的凸起,經(jīng)過(guò)實(shí)際驗(yàn)證,Siemens NX的計(jì)算模擬是合理的,規(guī)避了經(jīng)驗(yàn)公式無(wú)法解決局部區(qū)域展開(kāi)料計(jì)算問(wèn)題。
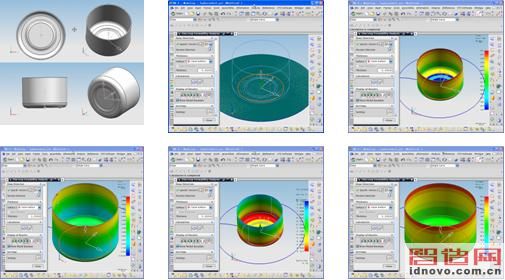
圖16 消聲器筒形件拉深成型模擬
結(jié)合拉深成型工藝特點(diǎn),該產(chǎn)品總的拉深系數(shù)為0.5183;材料的相對(duì)厚度為0.8638。根據(jù)總的拉深系數(shù)和材料的相對(duì)厚度,對(duì)該無(wú)凸緣筒形件,不用壓邊圈拉深時(shí),需要三次拉深才能滿足工藝要求,三次拉深系數(shù)分別設(shè)置為0.75、0.85、0.813;每次拉深的直徑分別為434.3、368.98、300;采用壓邊圈時(shí)至少需要兩次拉深,兩次拉深系數(shù)可在0.55~0.6,0.8~0.9之間選取。每次拉深的工件高度依據(jù)相應(yīng)的經(jīng)驗(yàn)公式進(jìn)行計(jì)算,在此不進(jìn)行描述。經(jīng)過(guò)模擬仿真,其孔口直徑存在1.3mm的回彈,利用SiemensNX的設(shè)計(jì)功能較好的完成了模具設(shè)計(jì)上的修配,經(jīng)過(guò)驗(yàn)證有效的節(jié)省了后續(xù)工序修整的同時(shí)提高了產(chǎn)品的成型質(zhì)量。
6 總結(jié)
Siemens NX作為一款高檔的CADCAMCAE設(shè)計(jì)平臺(tái),功能豐富,使用方便。本文簡(jiǎn)略講述了利用
Siemens NX開(kāi)發(fā)高速摩托艇項(xiàng)目過(guò)程中,所涉及的產(chǎn)品逆向工程應(yīng)用、產(chǎn)品設(shè)計(jì)與裝配協(xié)調(diào)、模具工裝設(shè)計(jì)與數(shù)控加工編程、板料成型模擬仿真等方面的功能應(yīng)用。利用Siemens NX提供的強(qiáng)大的設(shè)計(jì)制造仿真一體化功能,極大的提高了產(chǎn)品的設(shè)計(jì)質(zhì)量和研發(fā)效率,推動(dòng)了企業(yè)的技術(shù)進(jìn)步和制造平臺(tái)的升級(jí)。
參考文獻(xiàn):
【1】UGNX5.0 Help
【2】夏巨葚等,材料成型工藝,機(jī)械工業(yè)出版社, 2005
【3】李建軍等,機(jī)械工業(yè)出版社,模具設(shè)計(jì)基礎(chǔ)及模具CAD, 2006
【4】黃乃瑜等,江西科學(xué)技術(shù)出版社,中國(guó)模具設(shè)計(jì)大典(第五卷),2003
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書(shū)Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書(shū) AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF