隨著數(shù)控技術(shù)的迅速發(fā)展,自動編程技術(shù)應用得越來越普遍。MasterCAM就是一套廣泛應用于模具制造和實用數(shù)控行業(yè)的CAD/CAM軟件,其功能強大,好學易用。軟件的工作流程大致是:利用CAD模塊或從其它CAD軟件中直接調(diào)入圖檔對零件建模——CAM模塊生成刀具路徑NCI文件——不同的數(shù)控系統(tǒng)調(diào)用相應的后置處理程序?qū)cl文件轉(zhuǎn)變?yōu)镹C加工程序——用轉(zhuǎn)輸功能或?qū)S玫膫鬏敼ぞ邔⒓庸こ绦騻魅霗C床。
Master CAM軟件提供了多種數(shù)控系統(tǒng)的標準后置處理文件,而最原始的或最基本的后處理程序是內(nèi)定適應日本FANUC系統(tǒng)的通用格式,如FANUC3M、FANUC6M、FANUC O-MC等控制系統(tǒng)。
1 問題的提出
目前,國內(nèi)外有很多數(shù)控生產(chǎn)的廠家,但由于各個專業(yè)數(shù)控廠家所生產(chǎn)的數(shù)控系統(tǒng)的功能各有特點,所以體現(xiàn)在NC代碼上雖大致相同,但也存在不小差異。像世界上有名的數(shù)控系統(tǒng)生產(chǎn)廠家如FANUC、SIEMENS、A-B等公司,他們都有一套屬于自己的數(shù)控代碼系統(tǒng)。圖形化編程軟件Master CAM所生成的NC代碼,都需要經(jīng)過特定的后置處理設置,才能生成適應于特定數(shù)控系統(tǒng)的NC代碼。也就是說,由于數(shù)控系統(tǒng)FANUC版本不一,并且既使是FANUC系統(tǒng)的同一版本,因為所用機床不同及編程習慣等原因,利用MasterCAM9軟件自身提供的后處理NC加工程序往往不能直接應用于加工和生產(chǎn)。
例如,在FANUC Series OiMate_MC(簡稱:FANUC Oi_MC)系統(tǒng)立式加工中心上加工如圖1所示簡單零件,先利用MasterCAM9強大的CAM功能生成刀具路徑NCI文件,調(diào)用“MPFAN.PST’進行后處理,得到加工程序如下:
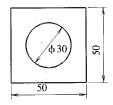
圖1 加工圖
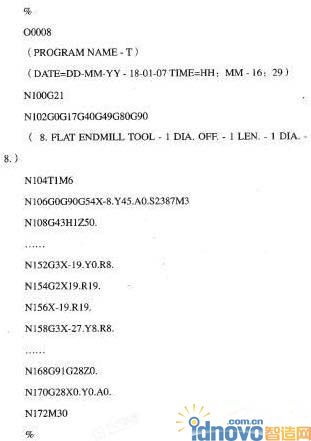
這樣的加工程序在FANUC Oi_MC數(shù)控系統(tǒng)立式加工中心上無法執(zhí)行,其中有系統(tǒng)不能通過的非法語句,還有一些不符合已有編程習慣及容易引發(fā)事故的語句。而如果每次都需要打開編輯器對其作一些繁瑣的手工修改,不僅麻煩,增加了編程時間,而且增加了人工編程的出錯機會,極容易造成加工零件報廢或者人身設備事故。
具體地針對FANUC OiMate_MC數(shù)控系統(tǒng)立式加工中心上加工NC代碼存在的普遍問題有:
(1)帶括號部分的程序名、日期時間、刀具說明等,系統(tǒng)不承認。另外G21、G17為缺省值,無需寫出。
(2)立式加工中心因沒有安裝第4軸,因此程序中不允許出現(xiàn)第4軸A字符,否則系統(tǒng)將報警。
(3)為機床操作安全,T、M最好不位于程序同一行,需分行。
(4)把圓弧在第一、四象限點打斷,造成機床不必要的加減速,容易造成機床的刀具不能勻速切削,影響工件切削質(zhì)量。
2 問題的解決
經(jīng)過反復閱讀和研究Master CAM9說明書中,發(fā)現(xiàn)只要對其做以上幾個方面的簡單修改,即可一勞永逸、事半功倍了。
其修改方法是:打開Mcam9MillPostMPFAN.PST文件。
(1)刪除以下內(nèi)容,以取消NC代碼中帶括號部分的程序名、日期時間、刀具說明及G21、G17。
(2)取消AO
(3)將T、M指令分行將原始后處理MPFAN.PST文件中生成NC程序開頭部分內(nèi)容(即后處理文件中psof部分)以及刀具交換部分(ptlchg)中的“*t”后插入“e,n,”字符“e”各程序段結(jié)束號,“n”表示加入程序段號碼。
(4)取消圓弧打斷將“breakarcs:yes#Break arcs into quadrants?”中的“yes”改為“0”或“no”。將“arcoutPut:1#0=IJK,1=R no sign,2=R signed neg.over 180”中的“:1”改加“:0”,以在寫整個圓弧時使用IJK確定圓弧半徑,絕對不能使用R型式。
另外選擇下拉菜單MainMenu→Screen→Configure→Start/Exit→Editor選擇“CIMCO EDIT”作為NC文件編輯器,使得NC文件中的X、Y、Z坐標分別以不同的顏色顯示,便于閱讀及編輯。在CIMCO EDIT的NC文件編輯器中,選擇下拉菜單NC Function→Find X/Y/Z Ranges,在打開的對話框中,可以清楚地看出X、Y、Z坐標值及進給速度F的范圍,保證加工的安全。
再在FANUC Oi_MC數(shù)控系統(tǒng)立式加工中心上加工零件1,同樣的NCI文件形成新的NC代碼:

3 結(jié)束語
修改后的后置處理程序MPFAN.PST生成的新的NC加工程序完全符合FANUC Series Oi Mate_Mc數(shù)控系統(tǒng)立式加工中心的要求,并且更加符合已有的編程習慣,去除了一些有可能引發(fā)事故的語句。該后置處理稠字已經(jīng)筆者反復檢驗,對其它不同型號機床以及不同數(shù)控系統(tǒng)的修改和優(yōu)化設計有一定指導意義和借鑒。
相關文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數(shù)據(jù)處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF