1 引言
模具作為現(xiàn)在大多數(shù)產(chǎn)品的成型方式,在工業(yè)中的地位越來(lái)越高。模具的制造對(duì)一個(gè)產(chǎn)品的制造周期和制造品質(zhì)起著舉足輕重的作用,而粗加工在其加工制造周期中,占有很重的時(shí)間比例,且在粗加工最容易出現(xiàn)重大事故,因此對(duì)于一名NC編程人員來(lái)說(shuō),編寫粗加工程序,使其在保證安全的前提下,盡可能提高加工效率成為一個(gè)重要的課題。
2 Cimatron模具粗加工特點(diǎn)
Cimatron是一款出自以色列的面向制造行業(yè)CAD/CAM集成解決方案優(yōu)秀軟件,現(xiàn)在的最高版本是Cimatron E 7.1。Cimatron在我國(guó)有廣泛的應(yīng)用,其應(yīng)用的行業(yè)有汽車、電子、消費(fèi)類產(chǎn)品、通訊、鐵路、航天、模具等等,其中特別是在模具行業(yè)的設(shè)計(jì)和制造在國(guó)內(nèi)有很大的應(yīng)用基礎(chǔ)。Cimatron E包含有造型設(shè)計(jì)、鞋模設(shè)計(jì)、裝配、模具設(shè)計(jì)、電極設(shè)計(jì)、工程圖、加工(數(shù)控銑、數(shù)控車),而其加工模塊在模具行業(yè)中更是鼎鼎有名。
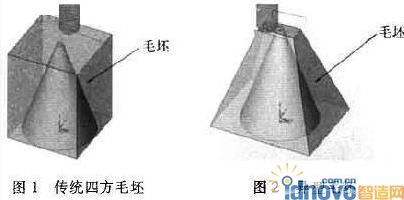
Cimatron E加工模塊包含3軸、4軸、5軸,其加工特點(diǎn):合理、安全、高效、平穩(wěn),最大優(yōu)勢(shì)在于實(shí)現(xiàn)無(wú)空走刀、安全的相對(duì)高度快速抬刀、移刀、基于毛坯殘留(也稱異型毛坯)的粗加工和二次開粗加工.Cimatron是基于毛坯殘留知識(shí)(也稱異型毛坯)功能的原創(chuàng)廠家,此功能在模具的制造中有著重要的作用,其最大特點(diǎn)是在粗加工中參考所設(shè)定的毛坯,以合理、安全、高效、平穩(wěn)的走刀方式,實(shí)現(xiàn)最大化地去除殘留量。因此Cimatron被廣泛地用于毛坯粗加工。對(duì)此作一個(gè)對(duì)比,同樣的一個(gè)工件,由于軟件參考兩個(gè)不同的毛坯,因此生成截然不同的刀路(如圖1、圖2所示)。通過對(duì)比,可明顯看出圖2刀路比圖1刀路要少得很多。傳統(tǒng)的加工軟件是無(wú)法智能生成這種刀路。另一個(gè)優(yōu)秀功能是二次開粗,二次開粗將自動(dòng)刪除前一把刀加工后的殘留量,減小了粗加工時(shí)產(chǎn)生的間距殘留量,保證了半精加工和精加工過程余量的均勻。以上的這些特點(diǎn)正是我們?cè)谀>呒庸ぃ貏e是粗加工中所需要的。
3 Cimatron模具粗加工示例
現(xiàn)以29英寸CRT彩電后機(jī)殼動(dòng)模主型芯的制造為例,利用Cimatron的粗加工和二次開粗加工完成一種新的制造工藝。29英寸CRT彩電后機(jī)殼毛坯尺寸長(zhǎng)為754mm、寬273mm、高533mm的方體,工件尺寸比較大,用傳統(tǒng)的加工方法存在時(shí)間長(zhǎng)、加工的品質(zhì)不高、刀具成本消耗過大等問題,而采用新的加工方法則可以提高加工效率、加工品質(zhì),降低成本。下面就這兩種方法做一下具體分析:傳統(tǒng)的數(shù)控的整體加工,粗加工的刀具為D63-R3mm牛鼻刀,共計(jì)用33.8h,以數(shù)控機(jī)床每小時(shí)加工費(fèi)用100元,總計(jì)費(fèi)用3380元;新加工工藝先用大型普通臥式銑床銑去大部分毛料再用數(shù)控機(jī)床加工,普通機(jī)床共用時(shí)20h,以每小時(shí)加工費(fèi)用28元,費(fèi)用560元,數(shù)控機(jī)床粗加工的刀具還是D63-R3mm牛鼻刀,共用20.8h,以每小時(shí)加工費(fèi)用100元,費(fèi)用2080元,總計(jì)費(fèi)用2080+560=2640元(如表1所示)。從以上分析可以看出,用異型毛坯的方法可以節(jié)約近1/3的總金錢,總時(shí)間加長(zhǎng)了近1/3,但是可以看到數(shù)控時(shí)間只有原來(lái)的2/3,節(jié)約下來(lái)的時(shí)間可以用于其它需要數(shù)控的工件,讓普通機(jī)床完成盡可能多的任務(wù),以達(dá)到物盡其材。
新工藝具體操作方法如下:
(1)新建一個(gè)NC的文件。如圖3所示,單擊NC,并選擇OK。

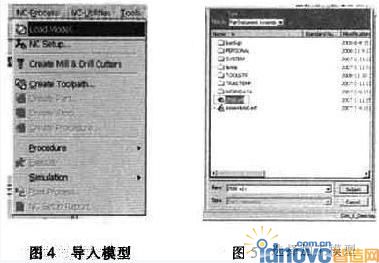
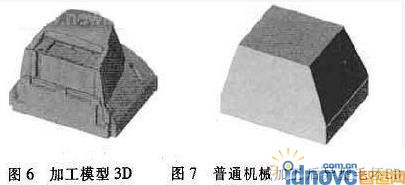
(2)調(diào)入要加工的模型。如圖4所示,單擊主菜單中的NC-PROCESS:選擇LOAD MODEL。如圖5所示,選擇需要加工的模型。最后如圖6所示。
(3)建立一個(gè)實(shí)體作為異型毛坯(即普通銑床加工后的形狀)。如圖7所示,在軟件中畫出一個(gè)需要的異型毛坯的三維模型。
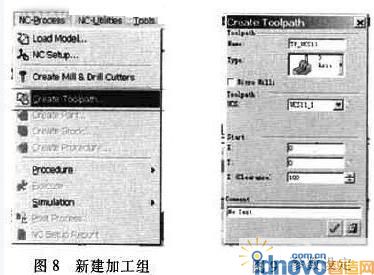
(4)在加工模塊中,新建一個(gè)加工組。如圖8所示。單擊主菜單中的NC-PROCESS,選擇CREATETOOLPATH。如圖9所示,在對(duì)話框中設(shè)定加工3軸系統(tǒng),安全高度。
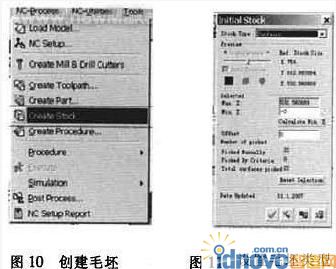
(5)上面所建的異型毛坯為參考毛坯,以后的程序就是跟據(jù)本步驟生成的參考毛坯進(jìn)行計(jì)算的。如圖10所示,單擊主菜單中的NC-PROCESS,選擇 CREATESTOCK。如圖11所示,在對(duì)話框中選STOCK TYPE為SURFACES,并點(diǎn)擊RESET SELECTION選擇剛才新建的三維毛坯。
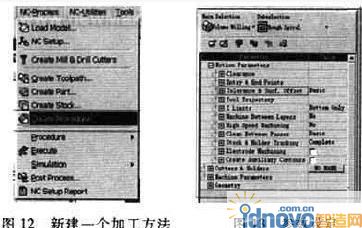
(6)新建一個(gè)加工方法,一般選螺旋開粗。如圖12所示,單擊主菜單中的NC-PROCESS,選擇CREATEPROCEDURE。如圖I3所示,在對(duì)話框 MAINSELECTION中選VOLUME MIIS.ING, SUBSELECTION中選ROUGH SPIRAL,其它的參數(shù)按加工需要設(shè)定。
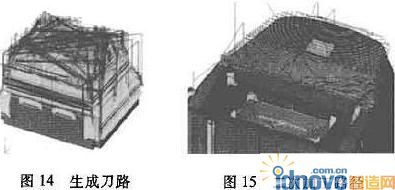
(7)選擇計(jì)算,軟件將自動(dòng)根據(jù)所選異型毛坯計(jì)算出刀路。如圖14所示。
(8)進(jìn)行二次開粗,再新建一個(gè)加工方法。其操作方法同以上(6)的方法。
(9)選擇計(jì)算,軟件將自動(dòng)根據(jù)以上的毛坯殘留加工計(jì)算出刀路。如圖15所示,Cimatron只生成了毛坯殘留區(qū)域的刀路。
4 結(jié)束語(yǔ)
隨著計(jì)算機(jī)技術(shù)的快速發(fā)展,模具形狀越來(lái)越復(fù)雜,客戶要求交貨周期越來(lái)越短,工件品質(zhì)要求越來(lái)越高,如仍采用原來(lái)的加工方式不但時(shí)間緊張,還可能造成品質(zhì)缺陷。我們利用Ciniatron E的加工特點(diǎn),提高加工效率、提升加工品質(zhì)、增加普通機(jī)械使用率,降低加工成本。本文章所介紹的加工方法在實(shí)際生產(chǎn)中有很高的實(shí)用性,操作簡(jiǎn)單,易于學(xué)習(xí),且用途廣泛,不但用于普通機(jī)械加工后的再加工,還可以用于線切割、電火花成型、復(fù)雜鑲拼等等各種異型、復(fù)雜零件再加工,簡(jiǎn)單實(shí)用,安全高效。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF