(1)刀具的選擇
刀具的選擇是數控加工工藝中重要內容之一,它不僅影響機床的加工效率,而且直接影響加工質量。與傳統的加工方法相比,數控加工對刀具的要求更高。不僅要求精度高、剛度好、耐用度高,而且要求尺寸穩定、安裝調整方便。這就要求采用新型優質材料制造數控加工刀具,并優選刀具參數。
選取刀具時,要使刀具的尺寸與被加工工件的表面尺寸和形狀相適應。生產中,平面零件周邊輪廓的加工,常采用立銑刀。銑削平面時,應選用硬質合金刀片銑刀;加工凸輪、凹槽時,選高速鋼立銑刀;加工毛坯表面或粗加工孔時,可選鑲硬質合金的玉米銑刀。
對一些立體型面和變斜角輪廓外形的加工,常采用球頭銑刀、環形銑刀、鼓形刀、錐形刀和盤形刀,如圖1示。
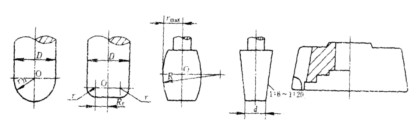
a ) b) c) d) e)
圖常用銑刀
a)球銑刀 b)環形刀 c)鼓形刀 d)錐形刀 e)盤形刀
曲面加工常采用球頭銑刀,但加工曲面較平坦部位時,刀具以球頭頂端刃切削,切削條件較差,因而應采用環形刀。在單件或小批量生產中,為了取代多坐標聯動機床,常采用鼓形刀或錐形刀來加工飛機上的一些變斜角零件,如圖2所示。加鑲齒盤銑刀,適用于在五坐標聯動的數控機床上加工一些球面,其效率比用球頭銑刀高近十倍,并可獲得好的加工精度。
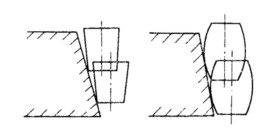
圖2 變斜角斜面加工
(2)切削用量的確定
切削用量包括主軸轉速(切削速度)、背吃刀量、進給量。對于不同的加工方法,需要選擇不同的切削用量,并編入程序單內。
合理選擇切削用量的原則是,粗加工時,一般以提高生產率為主,但也應考慮經濟性和加工成本;半精加工和精加工時,應在保證加工質量的前提下,兼顧切削效率、經濟性和加工成本。具體數值應根據機床說明書、切削手冊,并結合經驗而定。
1)切削深度ap(㎜) 主要根據機床、夾具、刀具和工件的剛度來決定。在剛度允許的情況下,應以最少的進給次數切除加工余量,最好一次切凈余量,以便提高生產率。在數控機床上,精加工余量可小于普通機床,一般取(0.2~0.5)㎜
2)主軸轉速n(r/min) 主要根據允許的切削速度νc(m/min)選取。
式中,νc——切削速度,由刀具的耐用度決定;
D——工件或刀具直徑(㎜)。
主軸轉速n要根據計算值在機床說明書中選取標準值,并填入程序單中。
3)進給量(進給速度)f(mm/min或mm/r) 是數控機床切削用量中的重要參數,主要根據零件的加工精度和表面粗糙度要求以及刀具、工件的材料性質選取。當加工精度,表面粗糙度要求高時,進給量數值應選小些,一般在20~50mm/min范圍內選取。最大進給量則受機床剛度和進給系統的性能限制,并與脈沖當量有關。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF