本文分析探討了數控編程中的刀尖圓弧半徑補償相關內容。
1. 刀尖圓弧半徑補償的目的
數控機床是按假想刀尖運動位置進行編程,如圖1中A點,實際刀尖部位是一個小圓弧,切削點是刀尖圓弧與工件的切點,如圖2所示,在車削圓柱面和端面時,切削刀刃軌跡與工件輪廓一致;在車削錐面和圓弧時,切削刀刃軌跡會引起工件表面的位置與形狀誤差(圖中δ值為加工圓錐面時產生的加工誤差值),直接影響工件的加工精度。
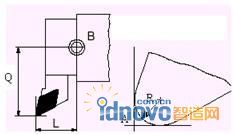
圖1 刀尖與刀尖圓弧
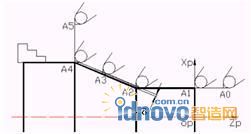
圖2 假想刀尖的加工誤差
如果采用刀尖圓弧半徑補償方法,如圖3所示,把刀尖圓弧半徑和刀尖圓弧位置等參數輸入刀具數據庫內,這樣我們可以按工件輪廓編程,數控系統自動計算刀心軌跡,控制刀心軌跡進行切削加工,如圖4所示,這樣通過刀尖圓弧半徑補償的方法消除了由刀尖圓弧而引起的加工誤差。
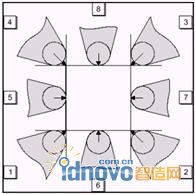
圖3 刀尖圓弧位置
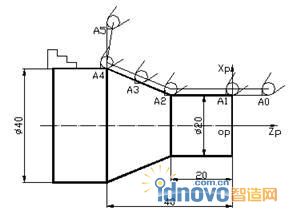
圖4 刀尖圓弧半徑補償
2. 刀尖圓弧半徑補償指令
指令格式 G41(G42、G40)G01(G00)X(U)_ Z(W)_
指令功能 G41為刀尖圓弧半徑左補償;
G42為刀尖圓弧半徑右補償;
G40是取消刀尖圓弧半徑補償。
指令說明 順著刀具運動方向看,刀具在工件的左邊為刀尖圓弧半徑左補償;刀具在工件的右邊為刀尖圓弧半徑右補償。只有通過刀具的直線運動才能建立和取消刀尖圓弧半徑補償。
例題 如圖4,運用刀尖圓弧半徑補償指令編程。
G00 X20 Z2 快進至A0點
G42 G01 X20 Z0 刀尖圓弧半徑右補償A0-A1
Z-20 A1-A2
X40 Z-40 A2-A3-A4
G40 G01 X80 Z-40 退刀并取消刀尖圓弧半徑補償A4-A5
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF