1.基于多代理的智能計算機輔助工藝規劃系統體系結構
代理(Agent)是一種體現智力狀態的實體,如信念(belief)、能力(capability)、選擇(choice)和承諾(commitment)等,具有自治性、開放性、反應性、主動性等特征。MAS由多個代理組成,每一個代理具有自己的知識庫和推理機,各代理按照事先約定的協議進行通信和協作,共同解決復雜的問題。這樣將充分利用整個系統的知識資源,克服單個專家系統知識庫的單一性,有利于求解復雜的涉及多個領域的多層次推理問題,同時利用推理的分布性,大大提高系統的并行性,從而提高系統的運行效率。MAS除了具有個體代理的特性外,還具有社會性、自主性、協作性、開放性等特征。由于MAS具有分布式并行處理、自主性、動態適應性以及易維護性等特點,非常適合用于現代集成制造系統環境下的CAPP系統。
為了滿足現代集成制造系統的需要,本文提出了基于MAS的智能CAPP系統體系結構(如圖1)。該智能CAPP系統由若干代理構成,所有代理協同工作,產生一個完整的工藝計劃。
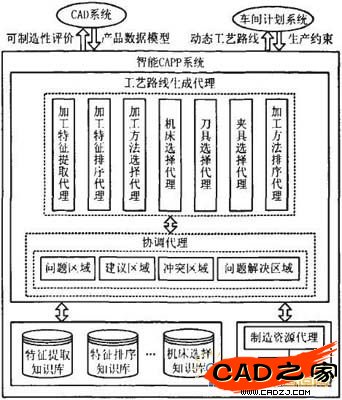
圖l.基于多代理的智能CAPP系統體系結構
2.智能計算機輔助工藝規劃系統組成代理的通用結構
在智能CAPP系統中,主要包括兩類一級代理,即工藝路線生成代理和協調代理。工藝路線生成代理又包括了若干二級代理,如特征提取代理、特征排序代理和加工方法選擇代理、機床選擇代理、刀具選擇代理、夾具選擇代理和加工方法排序代理等,在工藝計劃乍成過程中,雖然各自的具體功能不同,但是它們的基本結構是相似的。工藝路線生成代理(不包括虛線部分)和協調代理的通用結構如圖2所示。
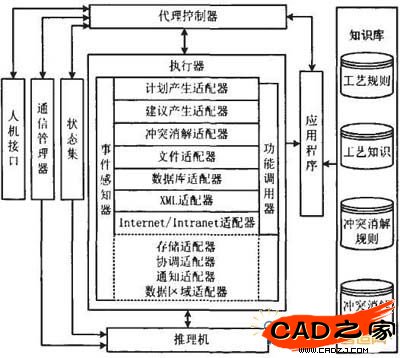
圖2.工藝路線生成代理和協調代理的通用結構
工藝路線生成代理和協調代理的主要組成部分包括代理控制器、推理機、執行器、應用程序、通信管理器、狀態集和知識庫等。知識庫由代理的基本屬性、工藝計劃領域知識和推理規則組成,代理的基本屬性包括代理的種類、名稱、能力、運行狀態、任務完成狀態和狀態時標,知識包括零件特征、加工方法、機床、刀具和夾具等工藝計劃領域知識,推理規則包括特征排序規則、加工方法排序規則等。代理控制器控制代理的啟動和停止,并對各組成部分進行控制。通訊管理器接收和發送信息,實現與其他代理的協同工作,并向代理控制器匯報信息接收和發送狀態。當有事件發生時,代理控制器觸發執行器工作,執行器反饋任務完成狀態,代理控制器對運行狀態、任務完成狀態和狀態時標進行更新。執行器由事件感知器、各種功能適配器和功能調用器組成,事件感知器判斷發生事件類型,并觸發功能適配器,然后功能適配器根據所發生事件性質,確定采用哪種功能適配器來處理此事件,并由相應的功能適配器觸發推理機和功能調用器進行工作。推理機根據代理的狀態集信息和知識庫進行推理,功能調用器則調用應用程序執行相應功能。推理結束后,由通訊管理器把推理結果發送到協調代理的數據區域,并作為新的知識進行存儲。如圖2所示的執行器中包含了多種功能適配器,它們的基本功能如下:
(1)事件觸發。監測與自身相關的事件,觸發推理機工作。
(2)傳遞推理條件。向知識庫要求推理機在推理過程中需要的知識和規則。
(3)執行動作。執行被決定和要求的動作,并觸發功能調用器。
協調代理除了具有和工藝路線生成代理相同的適配器(如文件適配器、數據適配器等)以外,還有數據區域適配器、存儲適配器、通知適配器和協調適配器(如圖2中的虛線部分)。
(1)存儲適配器。為每一個數據區域產生存儲信號,數據區域適配器利用存儲信號產生事件,例如存儲和取出。
(2)協調適配器。利用協調代理的知識庫所包含的控制規則和事實,對各工藝代理的行為進行控制,通過協調工藝路線生成代理之間的解決方案,以及沖突消解得到完整的工藝解決方案。
(3)通知適配器。通知相關信息給所有在協調代理內注冊的工藝路線生成代理,所有的信息將通過Internet適配器傳輸到工藝路線生成代理。
(4)數據區域適配器。用于管理四個明確的數據區域(問題、建議、解決和沖突區域)。當一個工藝路線生成代理完成了要求的工作以后,產生的所有相關的數據將被傳輸并存儲在協凋代理的數據區域。
存儲在協調代理上的工藝計劃任務信息被劃分為問題、建議、沖突和解決方案四類,它們被分別存儲在四個相應的數據區域,即問題區域、建議區域、沖突區域和問題解決區域。問題區域包含工藝計劃任務的初始問題定義和工藝計劃任務的全部需求;建議區域存儲各工藝計劃代理產生的部分或者完整建議;沖突區域存儲工藝規劃期間產生的沖突;問題解決區域存儲沖突消解方案和由各工藝路線生成代理產生的沒有沖突的工藝計劃解決方案,最后的解決方法被存儲在協調代理的問題解決區域。
3.智能計算機輔助工藝規劃系統基于知識的沖突消解策略
智能CAPP系統是知識高度集中的系統,在對同一零件生成工藝路線的過程中,不同的工藝代理由于自身的領域知識、考慮問題的角度和求解策略不同,對同一零件可能產生相互不滿足的決策結果,這就是代理之間的沖突。加工特征排序代理關心的是加工特征只要滿足優先關系約束即可,而加工方法選擇代理更關心加工特征的可制造性,加工方法排序代理則關心優化目標能否實現(如加工時間最短、加工成本最低等)。不斷消解產生的各種沖突,就是生成完整工藝路線的過程。因此,如何實現沖突消解,是智能CAPP系統必須考慮的問題。在工藝路線的生成過程中,加工方法選擇、機床選擇、刀具選擇和加工路線排序等的決策通過工藝知識、規則來確定,或者通過檢索歷史的工藝計劃來進行決策。因此,需要采用基于知識的沖突消解策略解決智能CAPP系統中各代理之間存在的沖突。在智能CAPP系統中,存在各種各樣的沖突。由于各種沖突的復雜性,目前尚難提供一個能對所有的沖突進行全面解決的工具,需要提供多種沖突解決輔助工具,才能為協同工藝計劃的產生提供多方面的支持。
本文主要采用基于知識的沖突消解策略,即基于規則推理(Rule-Based Reasoning,RBR)的沖突消解和基于事例推理(Case—Based Reasoning,CBR)的沖突消解。在沖突產生以后,首先利用RBR的沖突消解方法;對于沖突關聯復雜,耦合度高,難以采用RBR方法消解的沖突,采用CBR的沖突消解方法,即通過求解沖突對象與沖突事例的相似度獲得沖突解決的方案。如果得不到合理的工藝計劃方案,則智能CAPP系統將向設計部門反饋意見,由設計部門對產品修改以后,重新進行工藝規劃,這個過程可以反復進行直至得到合理優化的工藝計劃。
3.1基于規則推理的沖突消解
RBR的沖突消解方法是一個從工藝路線決策的特征出發的知識運用過程。使各代理從知識運用的角度來決策工藝路線。在生產過程中,存在著多種領域知識,如加工方法選擇知識、加工資源選擇知識和約束知識等。以加工資源選擇知識為例,用三元組的形式表示為R=(F—Name,OpM,M—Resource),其中:F—Name為特征名稱,OpM表示加工方法,M—Resource為加工資源(機床、刀具和夾具)。
在機床、刀具和夾具的選擇過程中,一個加工特征可能對應多個機床、刀具和夾具,即在加工特征和加工資源之間存在著一對多的關系。例如孔的加工,對應的機床可以為計算機數字控制(Computer Numerical Control,CNC)立式銑床(M1)、立式升降臺銑床(M2)、鉆床(M3),則機床選擇知識可以表示為(孔,鉆中心孔,M1or M2 orM3),這就為工藝計劃決策過程中產生的沖突提供了消解的可能。約束知識可以被描述為四元組的形式:C一(Con—Name,Con-Content,Con—Type,Con-Property)。其中:Con—Name表示約束對象名稱,Con—Content為具體的約束內容,Con—Type代表約束的類型,Con-Property表示約束知識的屬性。
約束知識的屬性可以分為緊約束和松約束。緊約束是必須滿足的約束,如定位約束、裝夾約束、加工特征優先關系約束、加工時間約束等;松約束是在一定條件下可以伸縮的約束,也可以叫做可伸縮約束,如在基于特征的可制造評價過程中,工藝人員從可制造性出發,提出了孔的長徑比約束知識為(孔,結構工藝性約束,L/R≤5,松),當該知識與設計人員的功能知識發生沖突時,可以放松為{(孔,結構工藝性約束,L/R≤6,松),…,(孔,結構工藝性約束,L/R≤8,松)}。從中選擇一條與設計人員的功能要求兼容的松約束知識替換當前的約束知識,可以解決沖突。
在協同工藝計劃的決策過程中,這些領域知識通常以規則的形式進行表達,形成知識庫,在一定的推理機制下實現MAS系統中各Agent間的沖突消解。在RBR沖突消解過程中,知識的表達方法有很多種,一種典型的沖突規則可表述為R=(Rm,Conflict—Content, Conflict-Resolution, Conflict—Type),其中:RID表示規則號,Conflict—Content為沖突內容,Conflict—Resolution為沖突解決方案,Conflict—Type為沖突類型。例如在孔的加工過程中,機床選擇代理選擇的解決方案是(孔,鉆中心孔,M1),當刀具選擇代理評價機床選擇的建議時,根據在選擇的刀具和主軸速率的情況下驅動功率的計算,發現銑床1的主軸功率滿足不了要求的生產率,則機床選擇和加工時間發生了沖突。此時,刀具選擇代理選擇的解決方案為“為零件保持需要的生產率”,加工生產率為必須滿足的緊約束,機床選擇代理必須采取相應措施,保證生產率要求,它采用的沖突解決策略為“選擇另一個可以選擇的機床”。一條關于機床選擇的沖突規則表示為:
RID=規則30,Conflict-Content=機床主軸驅動功率不足,Conflict-Resolution=選擇另一個可以選擇的機床,Conflict-Type=加工時間沖突。
機床選擇代理有兩個可選擇的方案,經過計算,M2可以滿足生產率要求,而且節省能源。因此,通過協商得到的解決方案為(孔,鉆中心孔,M2)。
在智能CAPP系統中,采用的沖突消解規則表示為If(Condition)Then(Resolution)。其中:(Condition)是對沖突內容的概括,如“機床主軸驅動功率不足”;(Resolution)則是相應的沖突消解策略,如“選擇其他可以選擇的機床”。基于知識的沖突消解方法是領域專家在長期的實踐中經常采用,并被證明是行之有效的沖突消解方法。
3.2基于事例推理的沖突消解
CBR是對人類認知過程的模仿,支持對經驗本身的描述和記憶,這一點對一些知識無法表達、規則難以提取的推理非常有效。在CBR中,以前的經驗往往以腳本的形式加以保存,每一個經驗稱為一個實例,實例的集合組成實例庫,實例庫實現對實例有效的組織和管理。當要解決一個新問題時,通過檢索實例庫,找出與新問題最相似的一個或幾個實例,通過修改實例來滿足新問題。在基于MAS的智能CAPP系統中,基于實例的沖突消解過程如下:
(1)零件描述描。述新零件的特征、特征之間相對位置和每個特征的相關屬性。零件的特征模型不僅包含了幾何信息,還包含了工藝信息,如尺寸、公差和表面精度等。在零件建模過程中,把特征分為簡單特征和復合特征,簡單特征由單一面組成,包括階梯平面和曲面;復合特征由兩個以上的面組成,包括凸臺、槽、腔以及孔等特征。為了準確判斷各個特征之間的關系,在對零件特征建模的過程中,每個特征與第一基準面的關系定義為垂直、平行、既不垂直也不平行三種關系。干涉特征之間的關系定義為:
1)BB干涉,指兩個特征具有共同的邊界面。
2)BR干涉,指一個特征的邊界面是另一個特征的基準面。
3)RR干涉,指兩個特征有共同的基準面。
(2)零件檢索。用新零件的特征,以及特征之間的相對位置作為索引,從實例庫中查找可能對新零件的工藝路線提供決策支持的已有零件,形成候選實例集合。在智能CAPP系統產生工藝計劃的過程中,設產生工藝計劃沖突的零件Pnew的特征集為Fnew,i={a1,a2,…,an},實例庫中的已有零件Pold的特征集為Fold,j={b1,b2,…,bn1),計算待求解新零件Pnew與實例庫中已有零件Pold的相似度,然后按相似度的大小決定要檢索的零件。可以利用下式計算它們之間的特征相似度:

式中:m為Pnew與Pold之間的匹配特征數;N1為產生工藝計劃沖突的零件Pnew對于實例庫中已有零件Pold的相容數,取值為集合Fnew,i∩Fold,j的元素個數;N2i為產生工藝計劃沖突的零件Pnew對于實例庫中已有零件Pold相同特征的位置關系匹配數。

根據式(1)和式(2),對實例庫中的已有零件進行檢索,根據S1的大小形成實例集且S1∈[0,1]。
(3)特征匹配。將新零件與候選實例集合中已有零件的每個特征屬性(尺寸、公差和表面精度)進行匹配。檢索出的實例包含的特征及特征關系均接近新零件的特征和相互位置關系,可以按照特征相似度S1的大小進行排序。此時若存有多個實例和新零件的特征相似度值相同或者相近,則可利用特征屬性相似性進一步匹配。假設新零件和已有零件相同特征個數為仇,則零件間的特征屬性相似度定義為:

式中:Sdim為Pnew與Pold之間匹配特征的幾何尺寸相似度;Stol為Pnew與Pold之間匹配特征的公差相似度;Sfin為Pnew與Pold之間匹配特征的表面加工精度相似度;ωdim,ωtol和ωfin分別表示特征幾何尺寸、公差和表面加工精度的權重。
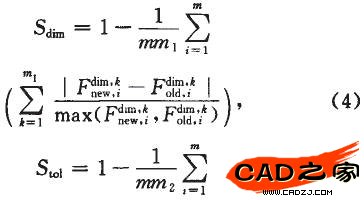


式中:m1為Pnew與Pold之間匹配特征的相應幾何尺寸數量的最大值;m2為Pnew與Pold之間匹配特征的相應公差數量的最大值;m3為Pnew與Pold之間匹配特征的加工面數量的最大值;Sdim,Stol和Sfin的取值均屬于[0,1],將式(4)~式(6)代入式(3),即可以得到Pnew與Pold的特征屬性相似度S2,且S2∈[0,1]。
(4)排序。根據相似度大小對候選的已有零件進行排序。
(5)結果檢驗。檢驗這個解,若滿足則加入到實例庫中,否則分析失敗原因,并根據需要,按一定的策略對相關環節作適當修改。
4.實例說明
在對零件建模的過程中,利用Pro/E提供的T00LKIT進行了二次開發,建立了基于特征的零件建模功能模塊,并基于SQL Server和Visual C++6.0開發了基于CBR的沖突消解模塊。例如,圖3a所示的零件為需要加工的新零件,在產生工藝計劃的過程中,加工特征提取代理提取該零件特征,然后加工特征排序代理基于以下約束對加工特征的優先關系進行排序:
(1)定位約束。定位特征必須先于其他相關特征加工,例如一個簡單階梯軸的加工,階梯面必須利用端面定位進行加工,端面要優先于階梯面進行加工。
(2)基準約束。當兩個加工特征之間存在形位公差關系時,包含基準的加工特征應當被首先加工。
(3)裝夾約束。當一個特征的加工影響到另一個特征的裝夾時,二者之間存在著優先關系。
(4)非破壞性約束。非破壞性約束保證了后面的加工不能夠破壞前面加工過程中產生的屬性。例如,當要在一個圓柱上加工螺紋和倒角時,倒角先于螺紋加工。
(5)先主后次約束。工作表面和裝配表面的主要加工表面應當安排在其他特征之前加工。
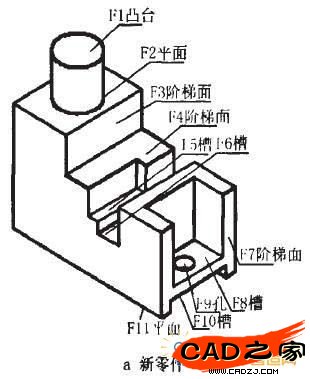

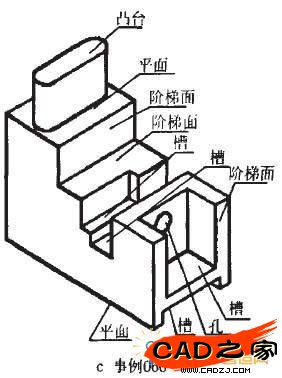
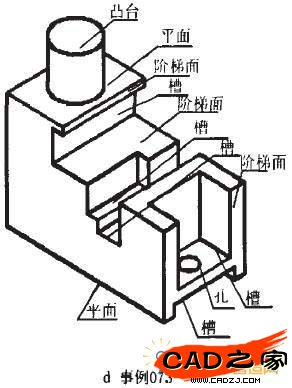
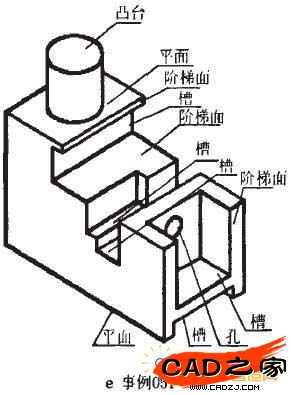
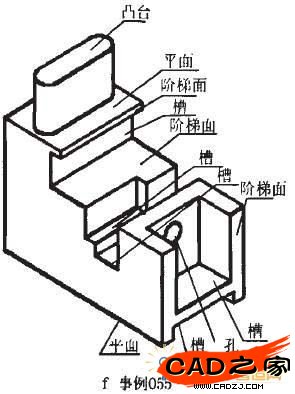
圖3.新零件和已有實例零件圖
基于上述加工特征排序約束,加工特征排序代理對新零件加工特征的排序結果為F11→F10→F1→F2→F3→F4→F5→F6→F8→F9→F7,并將特征排序結果放入協調代理的建議區域。加工方法選擇代理利用加工工藝性、加工經濟性等可制造性知識進行評價時,發現存在加工特征排序不合理,此時沖突產生。為了解決該沖突,加工方法選擇代理提出“對零件加工特征重新排序”。由于該零件為非回轉體零件,且干涉特征較多,加工特征排序代理基于以上約束難以正確排序,協調代理建議“基于實例進行推理”。首先利用零件檢索功能進行特征匹配,從實例庫中檢索出五個零件,如圖3所示。然后將新零件和將檢索出的零件進行特征屬性匹配,利用式(3)~式(6)計算各事例的相似度,如圖4所示。由計算結果可知,事例073號零件和新零件的特征匹配相似度S2=0.863最大,則該零件將是最合適的,可以對其工藝計劃進行修改,然后對新零件進行加工。假如僅僅利用實例確定加工特征排序和加工方法,還可以利用CAPP系統和車間生產計劃系統的集成,獲取車間的加工設備信息,然后利用機床選擇代理進行機床選擇,確定最適合的加工裝備,最后由加工方法排序代理根據優化目標(加工時間最短、加工路徑最短等)進行加工方法排序。
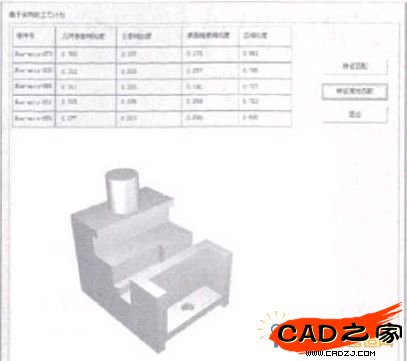
圖4.新零件和已有實例的匹配
5.結束語
基于多代理的智能CAPP系統,將復雜的工藝計劃問題分解為一系列子問題,然后把每一個子問題交給一個代理解決,各個代理之間通過一定的合作和協調完成對整個工藝計劃問題的求解。在智能CAPP系統中,由于各代理的問題描述和求解策略不同,相同對象在不同代理內的考慮角度、評價準則不一致,必然在問題求解過程中發生沖突。智能CAPP系統的工藝計劃產生過程,正是沖突產生、協商與消解的過程,從而可以得到合理、優化的工藝計劃方案。該系統已經在鄭州四維機電設備制造有限公司液壓支架的生產過程中得到初步應用,結果表明,基于MAS的智能CAPP系統能夠適應該企業產品和車間生產條件的變化,對各代理模塊可以獨立維護和修改,系統具有良好的可重用和可擴展的能力。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF