0前言
掘進(jìn)機(jī)的使用在我國(guó)礦山開采中越來(lái)越廣泛。作為掘進(jìn)機(jī)的關(guān)鍵部件一截割頭,其質(zhì)量直接影響機(jī)器的綜合性能。在截割頭上按照一定規(guī)律分布著數(shù)十個(gè)截齒(不同型號(hào)的機(jī)器可能不同),截齒座是焊接在截割頭上的。實(shí)際生產(chǎn)中,由于截齒座的脫落數(shù)量過多而導(dǎo)致的截割頭返修或報(bào)廢大量存在。因此,截割齒的焊接質(zhì)量十分關(guān)鍵。焊接工藝是焊接質(zhì)量的重要保證,本文試圖從有限元分析的角度改進(jìn)焊接工藝。
1截割頭焊接工藝難點(diǎn)及存在問題
一般情況下,截割頭的材料為ZG247~500,碳當(dāng)量Geq=0.49%;齒座材料為35CrMo,碳當(dāng)量Ceq = 0.65%。由于這2種材料的碳含量都較高,材料的淬硬性傾向十分明顯,可焊接性能較差。另外,齒座的安裝角度各不相同,使得每個(gè)焊接面的焊縫都各不相同,焊縫高度存在明顯的差別,加之截割頭的厚度較厚,焊接時(shí)容易產(chǎn)生較大的焊接應(yīng)力,嚴(yán)重的可能產(chǎn)生一些熱裂紋,導(dǎo)致焊接失敗。
雖然在現(xiàn)場(chǎng)施工中采取了一系列措施,如焊接前預(yù)熱,焊接后熱處理等方法,但由于不清楚截齒工作時(shí)焊縫處的應(yīng)力分布,焊接工藝的針對(duì)性不強(qiáng),因此生產(chǎn)中大多數(shù)還是按照傳統(tǒng)的焊接工藝進(jìn)行施工,往往事倍功半。
2 問題分析及建模
掘進(jìn)頭在截割煤巖時(shí),截齒承受非常大的沖擊載荷及扭矩,這些負(fù)荷通過截齒、齒靴最終傳遞到截齒座與截割頭的連接處。顯然,連接處的應(yīng)力分布是不均勻的,本文主要研究應(yīng)力究竟是如何分布的。
(1)有限元分析的意義
本文采用Solidworks的插件Cosmosworks來(lái)進(jìn)行模型有限元分析。掘進(jìn)頭、截齒、齒靴、齒座種類比較多,選擇不同的齒座與掘進(jìn)頭連接,其連接處的工作應(yīng)力分布顯然不同。通過有限元分析,能夠清楚地看到焊縫上的應(yīng)力分布情況,由此可以改進(jìn)齒座的設(shè)計(jì),使焊縫的工作應(yīng)力分布盡量地趨于均勻,降低焊接難度。
(2)建模
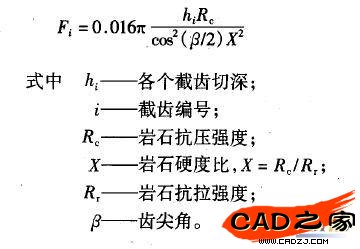
首先采用Solidworks三維制圖軟件建立截齒與截割頭的安裝模型。為簡(jiǎn)化模型,本文只畫出了一個(gè)截齒。圖1是某型號(hào)掘進(jìn)機(jī)掘進(jìn)頭的一部分,焊縫高設(shè)定14 mm,部分高度由Solidworks根據(jù)交線形狀生成。沖擊角B=450,偏轉(zhuǎn)角a=80,其他尺寸按實(shí)際制作,部件的材料按照實(shí)際工件材料設(shè)定。
(3)分析步驟
根據(jù)Cosmosworks的要求,設(shè)定材料、加負(fù)載、劃分網(wǎng)格和執(zhí)行分析。在本例中,為簡(jiǎn)化分析,在截割的沖擊方向加一個(gè)反向的恒定載荷。根據(jù)Evans公式,載荷
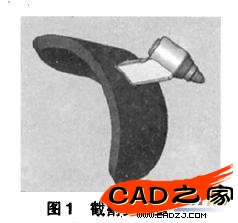
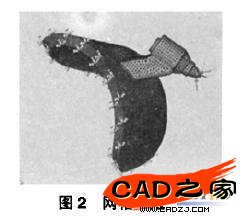
根據(jù)有關(guān)資料,X=10~33, hi和β一般相對(duì)變化較小,因此,截割載荷基本上由Rc確定,取Rc=100 MPa, X=15, hi=40mm,β=10°。帶入得Fi=0.89 kN,載荷的分布為截齒尖均勻分布。由于焊縫的尺寸較小,網(wǎng)格劃分時(shí)其尺寸不能太大。圖2為網(wǎng)格劃分的一個(gè)結(jié)果。最后進(jìn)行Cosmosworks的有限元分析,圖3為分析的應(yīng)力云圖。
3結(jié)果分析
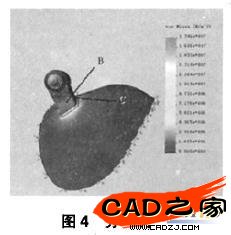
在圖3上,可以清晰地看到A處是應(yīng)力集中最大處,在焊接時(shí),應(yīng)加強(qiáng)對(duì)此處的處理。此種齒座雖然不容易造成齒座干涉,但是應(yīng)力集中也最嚴(yán)重,不利于齒座的焊接。設(shè)計(jì)了幾種不同形制的齒座分別進(jìn)行了有限元分析,如圖4所示,發(fā)現(xiàn)增加B,G面與截割頭面的交角,增大B,C面之間的圓弧,能夠有效降低應(yīng)力集中及應(yīng)力,減小焊高,降低焊接時(shí)的應(yīng)力集中現(xiàn)象。但是過大的交角勢(shì)必增加齒座的尺寸,容易造成齒座干涉,設(shè)計(jì)時(shí)應(yīng)當(dāng)根據(jù)截割頭的形狀具體確定。
在制定焊接工藝時(shí),首先要根據(jù)截割頭的截割功率選擇合適的齒座,處理結(jié)合面(如將齒座底面加工成弧度),以降低焊縫的高度;其次,焊接前要進(jìn)行適當(dāng)?shù)念A(yù)熱,焊接時(shí)在圖4中的B面和C面的交角處的焊縫應(yīng)當(dāng)盡可能地采用大圓弧過渡,減小工作應(yīng)力的集中,這樣也相應(yīng)地降低焊接難度;最后要進(jìn)行焊后熱處理。
4結(jié)語(yǔ)
(1) Solidworks軟件是一個(gè)強(qiáng)大的三維制圖軟件,利用它能夠很快地建立起各種模型。由于截割頭是曲面,截齒座在組裝模式下安裝有一定難度,但完全可行(一般資料上認(rèn)為Solidwork,不支持)。Cosmosworks分析工具與Solidworks的無(wú)縫連接使得有限元分析方便而快捷。
(2)截割頭與截齒的結(jié)合面的形狀不一致,焊接難度較大。采用有限元分析,可以預(yù)知焊縫在工作時(shí)的應(yīng)力分布,從而采取針對(duì)性的措施,提高焊接質(zhì)量。采用Solidworks可以很輕松地在關(guān)聯(lián)狀態(tài)下改變齒座的形制,迅速的進(jìn)行有限元分析。
掘進(jìn)機(jī)的使用在我國(guó)礦山開采中越來(lái)越廣泛。作為掘進(jìn)機(jī)的關(guān)鍵部件一截割頭,其質(zhì)量直接影響機(jī)器的綜合性能。在截割頭上按照一定規(guī)律分布著數(shù)十個(gè)截齒(不同型號(hào)的機(jī)器可能不同),截齒座是焊接在截割頭上的。實(shí)際生產(chǎn)中,由于截齒座的脫落數(shù)量過多而導(dǎo)致的截割頭返修或報(bào)廢大量存在。因此,截割齒的焊接質(zhì)量十分關(guān)鍵。焊接工藝是焊接質(zhì)量的重要保證,本文試圖從有限元分析的角度改進(jìn)焊接工藝。
1截割頭焊接工藝難點(diǎn)及存在問題
一般情況下,截割頭的材料為ZG247~500,碳當(dāng)量Geq=0.49%;齒座材料為35CrMo,碳當(dāng)量Ceq = 0.65%。由于這2種材料的碳含量都較高,材料的淬硬性傾向十分明顯,可焊接性能較差。另外,齒座的安裝角度各不相同,使得每個(gè)焊接面的焊縫都各不相同,焊縫高度存在明顯的差別,加之截割頭的厚度較厚,焊接時(shí)容易產(chǎn)生較大的焊接應(yīng)力,嚴(yán)重的可能產(chǎn)生一些熱裂紋,導(dǎo)致焊接失敗。
雖然在現(xiàn)場(chǎng)施工中采取了一系列措施,如焊接前預(yù)熱,焊接后熱處理等方法,但由于不清楚截齒工作時(shí)焊縫處的應(yīng)力分布,焊接工藝的針對(duì)性不強(qiáng),因此生產(chǎn)中大多數(shù)還是按照傳統(tǒng)的焊接工藝進(jìn)行施工,往往事倍功半。
2 問題分析及建模
掘進(jìn)頭在截割煤巖時(shí),截齒承受非常大的沖擊載荷及扭矩,這些負(fù)荷通過截齒、齒靴最終傳遞到截齒座與截割頭的連接處。顯然,連接處的應(yīng)力分布是不均勻的,本文主要研究應(yīng)力究竟是如何分布的。
(1)有限元分析的意義
本文采用Solidworks的插件Cosmosworks來(lái)進(jìn)行模型有限元分析。掘進(jìn)頭、截齒、齒靴、齒座種類比較多,選擇不同的齒座與掘進(jìn)頭連接,其連接處的工作應(yīng)力分布顯然不同。通過有限元分析,能夠清楚地看到焊縫上的應(yīng)力分布情況,由此可以改進(jìn)齒座的設(shè)計(jì),使焊縫的工作應(yīng)力分布盡量地趨于均勻,降低焊接難度。
(2)建模
首先采用Solidworks三維制圖軟件建立截齒與截割頭的安裝模型。為簡(jiǎn)化模型,本文只畫出了一個(gè)截齒。圖1是某型號(hào)掘進(jìn)機(jī)掘進(jìn)頭的一部分,焊縫高設(shè)定14 mm,部分高度由Solidworks根據(jù)交線形狀生成。沖擊角B=450,偏轉(zhuǎn)角a=80,其他尺寸按實(shí)際制作,部件的材料按照實(shí)際工件材料設(shè)定。
(3)分析步驟
根據(jù)Cosmosworks的要求,設(shè)定材料、加負(fù)載、劃分網(wǎng)格和執(zhí)行分析。在本例中,為簡(jiǎn)化分析,在截割的沖擊方向加一個(gè)反向的恒定載荷。根據(jù)Evans公式,載荷
根據(jù)有關(guān)資料,X=10~33, hi和β一般相對(duì)變化較小,因此,截割載荷基本上由Rc確定,取Rc=100 MPa, X=15, hi=40mm,β=10°。帶入得Fi=0.89 kN,載荷的分布為截齒尖均勻分布。由于焊縫的尺寸較小,網(wǎng)格劃分時(shí)其尺寸不能太大。圖2為網(wǎng)格劃分的一個(gè)結(jié)果。最后進(jìn)行Cosmosworks的有限元分析,圖3為分析的應(yīng)力云圖。

3結(jié)果分析
在圖3上,可以清晰地看到A處是應(yīng)力集中最大處,在焊接時(shí),應(yīng)加強(qiáng)對(duì)此處的處理。此種齒座雖然不容易造成齒座干涉,但是應(yīng)力集中也最嚴(yán)重,不利于齒座的焊接。設(shè)計(jì)了幾種不同形制的齒座分別進(jìn)行了有限元分析,如圖4所示,發(fā)現(xiàn)增加B,G面與截割頭面的交角,增大B,C面之間的圓弧,能夠有效降低應(yīng)力集中及應(yīng)力,減小焊高,降低焊接時(shí)的應(yīng)力集中現(xiàn)象。但是過大的交角勢(shì)必增加齒座的尺寸,容易造成齒座干涉,設(shè)計(jì)時(shí)應(yīng)當(dāng)根據(jù)截割頭的形狀具體確定。
在制定焊接工藝時(shí),首先要根據(jù)截割頭的截割功率選擇合適的齒座,處理結(jié)合面(如將齒座底面加工成弧度),以降低焊縫的高度;其次,焊接前要進(jìn)行適當(dāng)?shù)念A(yù)熱,焊接時(shí)在圖4中的B面和C面的交角處的焊縫應(yīng)當(dāng)盡可能地采用大圓弧過渡,減小工作應(yīng)力的集中,這樣也相應(yīng)地降低焊接難度;最后要進(jìn)行焊后熱處理。
4結(jié)語(yǔ)
(1) Solidworks軟件是一個(gè)強(qiáng)大的三維制圖軟件,利用它能夠很快地建立起各種模型。由于截割頭是曲面,截齒座在組裝模式下安裝有一定難度,但完全可行(一般資料上認(rèn)為Solidwork,不支持)。Cosmosworks分析工具與Solidworks的無(wú)縫連接使得有限元分析方便而快捷。
(2)截割頭與截齒的結(jié)合面的形狀不一致,焊接難度較大。采用有限元分析,可以預(yù)知焊縫在工作時(shí)的應(yīng)力分布,從而采取針對(duì)性的措施,提高焊接質(zhì)量。采用Solidworks可以很輕松地在關(guān)聯(lián)狀態(tài)下改變齒座的形制,迅速的進(jìn)行有限元分析。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF