一、高速銑
高速加工設定→擺線刀軌
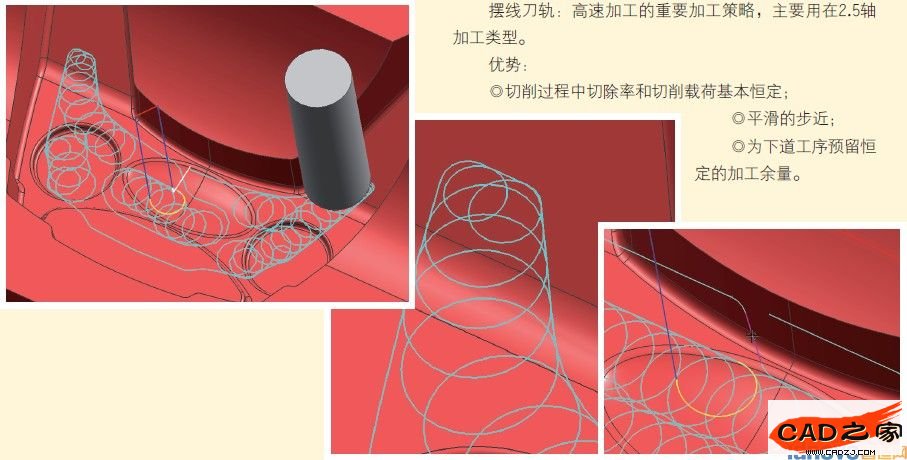
擺線刀軌:高速加工的重要加工策略,主要用在2.5軸加工類型。
優勢:
◎切削過程中切除率和切削載荷基本恒定;
◎平滑的步近;
◎為下道工序預留恒 定的加工余量。
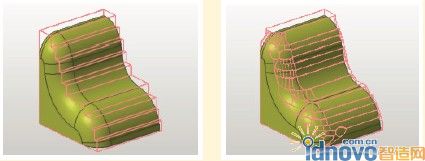
高速加工設定→S connection和Curl loop
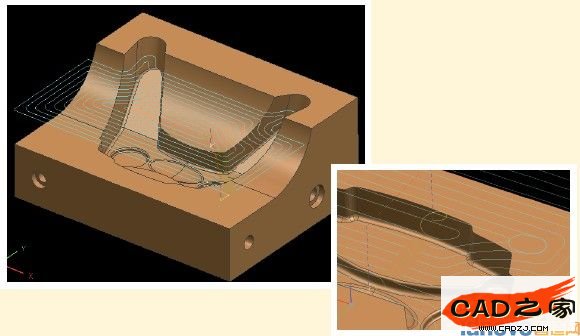
特點:
◎平滑的圓角過渡;
◎平滑的步進確保刀具在切削方向上沒有突變;
◎Curl loop修整2條刀軌之間的殘余量。
優勢:
◎相比非平滑的切削模式,切削時間減少25%;
◎適合高速加工的切削刀路。
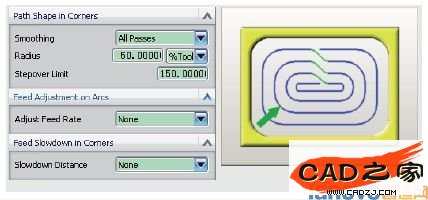
S connection設定,保證即使是步進刀路依然平穩,不存在速度突變。
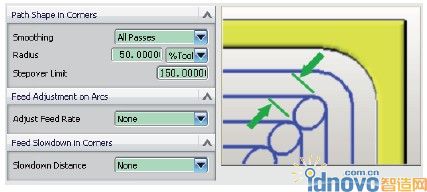
Q loop設定,保證在拐角處,刀軌間距離大于設定間距時,即添加Q形刀路,達到清楚刀軌間材料的目的。
二、CAD for Manufacture
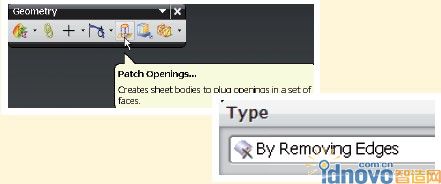
針對CAM加工的模型編修→補孔
依賴于孔周圍的曲面,選擇最適合的選項填孔
——“By Removing Edges”方式在多數情況下可用。
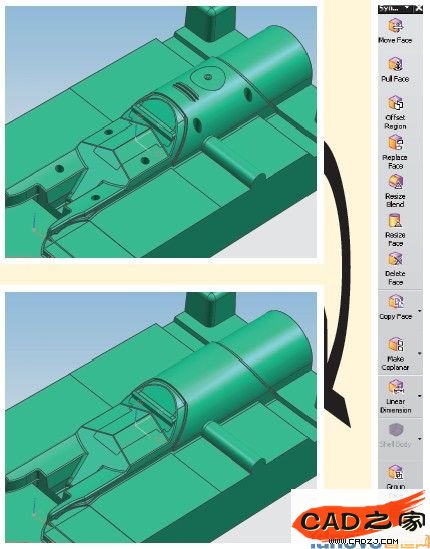
針對CAM加工的模型編修→直接建模

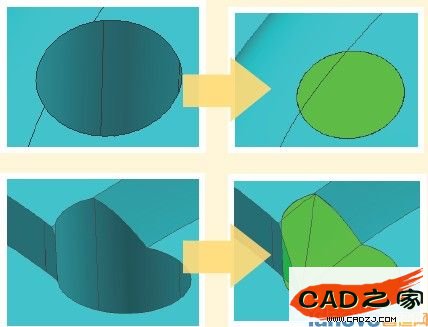
補孔類型分別為:
◎波浪狀補孔;
◎修剪的N邊面補孔;
◎網格面補孔;
◎移除邊補孔(較有效的補孔方式);
◎延伸補孔;
◎模具設計補孔(即組特征補孔);
◎抑制(特征)補孔。
1、提供給NC編程員重要CAD編輯功能
——利用直接建模工具條填孔、替換面,構建適合機械加工的模型。
2、直接建模提供的功能上述五種對面的操作和區域偏置、再尺寸圓角,基本已經能較好完成對于模型的修整工作。
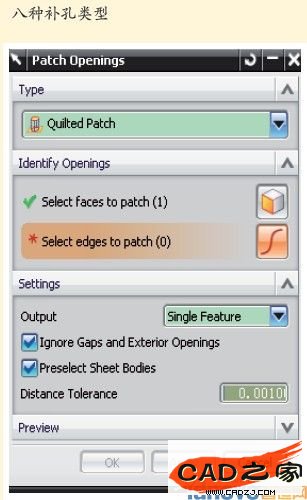
八種補孔類型
三、加工策略
高效的粗加工和殘料加工
NX提供高效的型腔銑加工策略用于迅速移除大量切削材料。 NX提供用于二次開粗的選項:
◎IPW 加工過程中的模型;
◎Level Based IPW基于層的IPW;
◎3D IPW基于小平面模型的IPW;
◎Reference Tool參考刀具。
自由的刀軸定義

特點:對于深腔模具的3+2操作,刀具軸定義自由方便。
優勢:更好的表面質量。
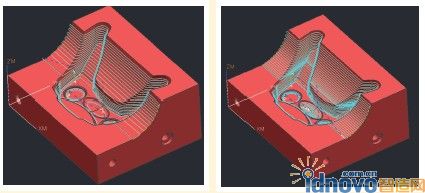
高質量的半精/精加工——Z-Level層降銑
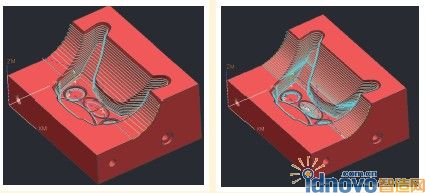
NX提供完善的半精/精加工策略,包含Zlevel、AreaMilling等。
◎切削層受加工表面斜率影響;
◎自動調整切削范圍和切削深度。 優勢:
◎在平坦區域產生密集的刀路;
◎消除手動控制切削范圍和切削深度;
◎達到統一的表面質量;
◎減少加工時間。
高質量的半精/精加工——FlowCut
特點:
◎在拐角處創建自動的清角精加工;
◎在復雜的拐角也能產生平滑的刀路;
◎利用上一把刀具作為參考刀具來決定殘余量;
◎單刀與多刀清角;
◎各種不同的切削順序選項;
◎針對小R角過渡的處理; 優勢:
◎減少編程時間;
◎提高編程效率。
編者按:毋庸諱言,國內制造企業應用信息化產品的熱情,經過之前幾波的熱潮,已經逐漸趨于平靜和冷靜。認真審視自身的信息化架構,很多的應用企業發現存在不少的問題。例如,選擇了A的CAD系統,又選擇了B的CAM系統,但是在車間當中, 又使用的是C的NC產品。這種情況就導致產品從設計到生產的流程,要經歷多次的數據轉換和人為干預,存在的隱患不小。NX 功能強大自不必講,其最大的貢獻在于,解決了企業缺乏產品開發平臺的問題,為企業提供了一個全流程的產品開發架構。 而其“不同CAD模型導入預處理”功能,又降低了應用企業實施該系統的門檻,令應用企業不用完全拋棄之前的信息化投入, 即可一步踏入“一體化解決方案”的大門。NX,將是下一個階段CAD/CAM領域標志性的產品,超越它,很難。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF